
透過選擇合適的鎢鋼等級達到高效能加工
選擇正確的鎢鋼等級對於達到加工的最高效率非常重要。雖然大多數等級在各種材料中都能表現良好,但針對特定材料仔細選擇,更能帶來顯著的優勢。
FourCut四角刀片鎢鋼等級
為了達到最佳的生產效率,可以選擇兩種不同的等級。FourCut 四角刀片的全系列產品,無論是用於車牙還是槽牙,都提供這兩種級別的選擇。
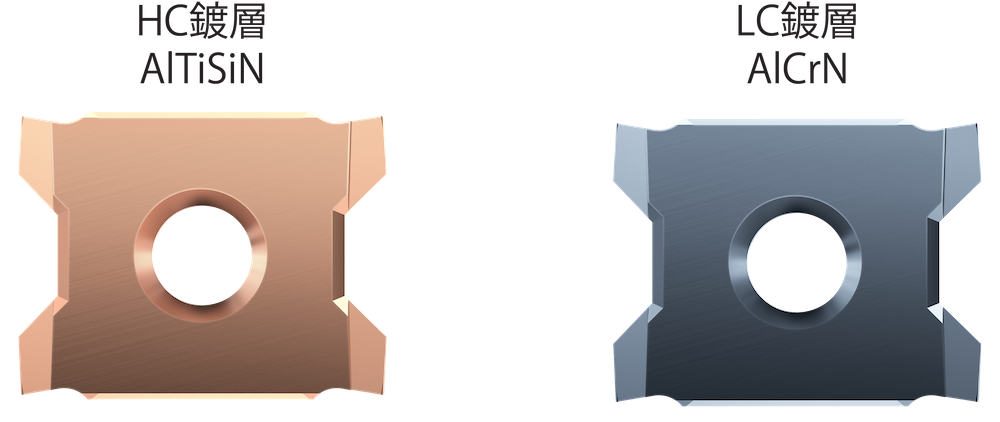
HC 是有 AlTiSiN 鍍層的鎢鋼等級。這特別適合用於較硬的材料和高溫加工。
LC 是有 AlCrN 塗層的鎢鋼等級,在韌性和耐熱性之間提供了良好的平衡。


材質
硬度
HB
HB
抗張強度
N/mm²
N/mm²
首選
次佳選
鐵
低碳鋼, 碳含量<0.25%
< 120
< 400
LC
HC
中碳鋼, 碳含量<0.55%
< 200
< 700
LC
HC
高碳鋼, 碳含量<0.85%
< 250
< 850
LC
HC
低合金鋼
< 250
< 850
LC
HC
高合金鋼
< 350
< 1200
HC
LC
硬化合金鋼, HRC<45
HC
LC
硬化合金鋼, HRC<55
HC
LC
硬化合金鋼, HRC<65
HC
LC
鑄鐵
灰口鑄鐵
< 150
< 500
LC
HC
灰口鑄鐵
< 300
< 1000
LC
HC
球墨鑄鐵, 可塑的
< 200
< 700
LC
HC
球墨鑄鐵, 可塑的
< 300
< 1000
LC
HC
不鏽鋼
快削不銹鋼
< 250
< 850
HC
LC
奧斯田鐵系
< 250
< 850
HC
LC
沃斯田體系和奧斯田鐵系
< 300
< 1000
HC
LC
鈦合金
純鈦
< 200
< 700
HC
LC
鈦合金
< 270
< 900
HC
LC
鈦合金
< 350
< 1250
HC
LC
鎳
純鎳
< 150
< 500
LC
HC
鎳合金
< 270
< 900
HC
LC
鎳合金
< 350
< 1250
HC
LC
銅
純銅
< 100
< 350
LC
HC
黃銅, 青銅
< 200
< 700
LC
HC
高張力青銅
< 470
< 1500
HC
LC
鋁
純鋁
< 100
< 350
LC
HC
鋁合金, 矽含量<0.5%
< 150
< 500
LC
HC
鋁合金, 矽含量<10%
< 200
< 400
LC
HC
鋁合金, 矽含量>10%
< 120
< 400
LC
HC
鎳合金Inconel
718
< 370
< 900
HC
LC
石墨
LC
HC