Aumente la productividad en el fresado de roscas
El fresado de roscas es uno de los métodos más eficientes y flexibles para mecanizar roscas. Sin embargo, para obtener el máximo rendimiento y reducir costes, hay tres aspectos especialmente importantes:
- Programación optimizada
- Elección de la fresa de roscar adecuada
- Reafilado para prolongar la vida útil de la herramienta y reducir el coste total
Programación optimizada
Un fresado de roscas eficiente empieza con una programación CNC adecuada. En muchos casos, los resultados deficientes no se deben a la herramienta en sí, sino a una programación incorrecta.
La experiencia de SmiCut en fresado de roscas, junto con el software gratuito SmiProg, ayuda a eliminar estos problemas. SmiProg genera parámetros de corte óptimos en función de la herramienta, el tamaño de la rosca, el paso y el material a mecanizar. Esto reduce la programación por ensayo y error y garantiza una correcta entrada de la herramienta en material desde el inicio.
➜ SmiProg – software para fresado de roscas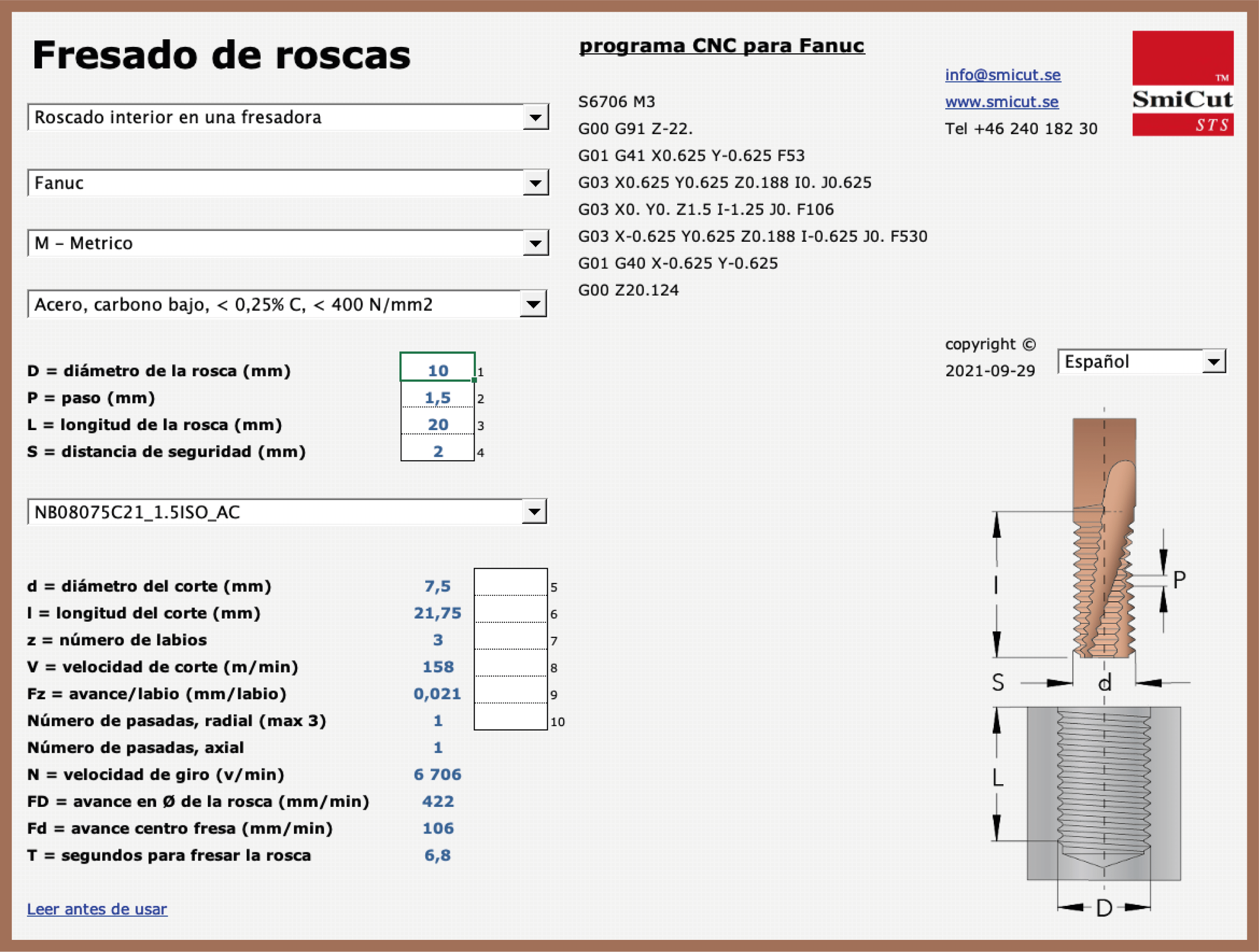
Elegir la fresa de roscar adecuada
La elección de la fresa de roscar influye directamente en el rendimiento del mecanizado, la estabilidad y la rentabilidad global del proceso.
Diámetro correcto de la fresa de roscar
En el fresado de roscas, el diámetro de la fresa de roscar siempre debe ser menor que el diámetro de la rosca.
Si el diámetro de la herramienta es demasiado grande, puede provocar desviaciones en el perfil de la rosca. Si el diámetro es demasiado pequeño, pueden reducirse el rendimiento de corte y la estabilidad.
Consulte la siguiente página para saber cómo elegir el diámetro de la fresa de roscar más adecuado para su aplicación.
➜ ¿Cómo elegir el diámetro correcto de la fresa de roscar?
Geometría antivibratoria
SmiCut ofrece una amplia gama de fresas de roscar de metal duro integral diseñadas para reducir las vibraciones. Estas herramientas combinan de forma optimizada el ángulo de hélice, el número de filos y la geometría de corte para mantener estable la carga de corte, reducir las vibraciones y prolongar la vida útil de la herramienta.
 Cuando un filo de corte permanece en contacto con el material hasta que entra el siguiente, el mecanizado es más estable, los tiempos de ciclo se reducen y disminuye el desgaste de la herramienta.
Cuando un filo de corte permanece en contacto con el material hasta que entra el siguiente, el mecanizado es más estable, los tiempos de ciclo se reducen y disminuye el desgaste de la herramienta.
➜ Más información sobre el mecanizado sin vibraciones en el fresado de roscas
ThreadBurr — roscado y desbarbado en una sola operación
La tecnología ThreadBurr elimina las rebabas en la entrada de la rosca como parte del proceso de fresado de roscas. Así se eliminan operaciones adicionales de desbarbado, se ahorra tiempo de ciclo y se reducen los costes de herramientas adicionales.
 ThreadBurr viene de serie en toda la gama SmiCut y permite obtener roscas sin rebabas sin operaciones adicionales.
ThreadBurr viene de serie en toda la gama SmiCut y permite obtener roscas sin rebabas sin operaciones adicionales.
Fresas de roscar de metal duro integral frente a fresas de roscar con plaquitas indexables
Guía rápida para valorar las opciones:
Fresa de roscar de metal duro integral
- Permite ciclos de mecanizado mucho más rápidos gracias a sus múltiples filos de corte, mayor longitud de corte efectiva, geometría helicoidal y cuerpo de metal duro integral.
- En muchos casos, puede ser hasta unas 10 veces más rápida que las fresas con plaquitas indexables.
- Menor coste total por rosca gracias a tiempos de mecanizado más cortos.
- Las herramientas pueden reafilarse y volver a recubrirse para prolongar la vida útil de la herramienta y reducir el coste por rosca.
- Normalmente es la mejor opción para la mayoría de los entornos de producción.

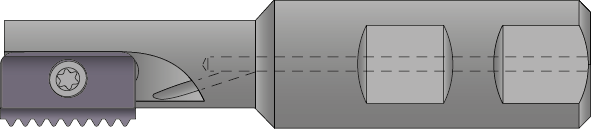
Fresa de roscar con plaquitas indexables
- Utiliza plaquitas indexables, por lo que un mismo portaherramientas puede utilizar distintas geometrías de rosca o pasos.
- Puede ser útil para trabajos ocasionales de roscado en diámetros grandes.
- Sin embargo, el tiempo de mecanizado suele ser mayor y el coste total por rosca normalmente es más alto que con herramientas de metal duro integral en producción en serie.
Reafilado y reacondicionamiento
Una ventaja importante de las fresas de roscar de metal duro integral es que pueden reafilarse y volver a recubrirse en lugar de sustituirse. Esto permite restaurar la geometría de corte y el rendimiento, a menudo varias veces durante la vida útil de la herramienta. En SmiCut, normalmente reafilamos fresas de roscar a partir de Ø12.
El resultado es:
- Menor coste por rosca
- Mayor vida útil de la herramienta
- Rendimiento constante
- Menor desperdicio de metal duro
En roscas grandes y producción en serie, el reafilado se convierte rápidamente en un factor clave para la rentabilidad global del mecanizado.
Cuándo reafilar una fresa de roscar de metal duro integral
Para sacar el máximo partido al reafilado, es importante realizarlo en el momento adecuado.
- Reafile la herramienta antes de que el desgaste sea acusado: un reafilado temprano conserva la geometría de corte y garantiza mejores resultados después del reacondicionamiento.
- Evite apurar la herramienta hasta la rotura: las herramientas deben retirarse antes de que se produzcan roturas importantes en los filos de corte para evitar rechazos de piezas y paradas de máquina.
- Los daños menores son aceptables: aunque uno o varios filos estén dañados, el reafilado suele seguir siendo posible, ya que las fresas de roscar de metal duro integral suelen tener varios filos.
- Planifique en función del desgaste, no según la rotura: controlar el desgaste permite predecir la vida útil de la herramienta y mantener una producción más estable.
Con un reafilado planificado, las fresas de roscar de metal duro integral siguen siendo una de las soluciones más rentables para el mecanizado de roscas.
Combinar rendimiento y rentabilidad
Al combinar una programación optimizada, herramientas de alto rendimiento y una gestión optimizada de la vida útil de la herramienta, se consigue un proceso más rápido, más estable y más rentable.
Optimice su proceso de fresado de roscas
SmiCut ofrece la experiencia técnica y el soporte en herramientas de corte necesarios para reducir los costes de mecanizado y mejorar el rendimiento.
👉 Contacte con SmiCut a través de info@smicut.se para optimizar su proceso de fresado de roscas.