A menudo recibimos preguntas sobre el roscado y nuestras herramientas. Haga clic en los enlaces a continuación para obtener rápidamente la respuesta a su pregunta.
Si la pregunta no está aquí, envíenos un correo electrónico a info@smicut.se y haremos todo lo posible para ayudarlo.
Preguntas generales sobre el fresado de roscas
- ¿Cuáles son las ventajas del fresado de roscas?
- ¿Tengo que biselar la rosca?
- ¿Cómo elijo el diámetro correcto de la fresa de rosca?
- ¿Es posible obtener la primera rosca dentro de la tolerancia?
- ¿Cómo obtengo el diámetro de rosca correcto?
- ¿Está gastada la fresa de roscar cuando pierde tolerancia?
- ¿Cómo obtengo una rosca sin rebabas?
- ¿Es posible desbarbar la rosca por ambos lados?
- ¿Dónde puedo encontrar datos de corte y programas CNC para fresado de roscas?
- ¿Puedo reafilar fresas de roscar de metal duro integral?
- ¿Tiene archivos 3D STEP?
Preguntas sobre diferentes tipos de fresas de roscar
- ¿Fabrica SmiCut fresas de roscar especiales?
- ¿Debo elegir una fresa de roscar sólida o una fresa de roscar con plaquita intercambiable?
- ¿Cuándo debo elegir una fresa de roscar con refrigeración interna?
- ¿Cuándo debo usar fresas de roscar con dos dientes?
- Perfil parcial vs perfil completo
- Un diente vs dos dientes
Preguntas sobre diferentes roscas y perfiles de roscas
- ¿Es posible utilizar la misma fresa de roscar para roscas interiores y exteriores?
- ¿Cómo fresar roscas a izquierdas?
- ¿Cómo fresar una rosca para los insertos de rosca? (helicoil y similares)
- ¿Cómo puedo saber si necesito W o BSPT?
- ¿Cuál es la diferencia entre NPT, NPTF y NPSF?
- ¿Es necesario fresar previamente un orificio cónico antes de roscar?
- ¿Puedo hacer una rosca NPSM con herramientas estándar?
- ¿Puedo hacer una rosca UNJ con una fresa de rosca UN?
- ¿Por qué no existen fresas de roscar estándar para roscas trapezoidales?
Enlaces
¿Cuáles son las ventajas del fresado de roscas?
Lea 14 ventajas del fresado de roscas en el siguiente artículo.
↪︎ ¿Por qué elegir el fresado de roscas en lugar del roscado con macho?
¿Tengo que biselar la rosca?
La respuesta es sí, si está en el dibujo y no tienes la autoridad para cambiarlo.
En términos prácticos no es necesario ya que las fresas de roscar de SmiCut (ThreadBurr) desbarban la entrada de la rosca en la misma operación que se está fresando la rosca.
La primera opción es tratar de evitar una operación de biselado innecesaria. La segunda opción es usar herramientas NF para hacer el biselado y la rosca con la misma herramienta.
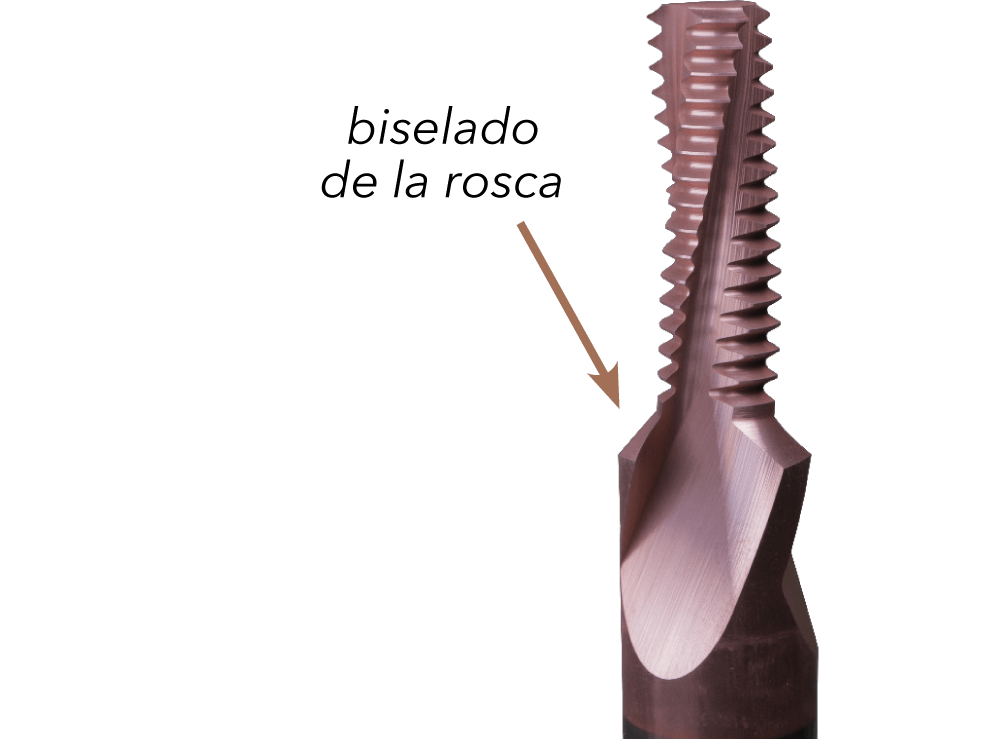
Con las fresas de roscar NF se puede realizar el biselado y el roscado con la misma herramienta.
¿Cómo elijo el diámetro correcto de la fresa de rosca?
Al fresar roscas, el diámetro de la herramienta debe ser menor que el diámetro de la rosca. La razón de esto es que la rosca tiene un ángulo helicoidal, pero la herramienta es recta. Si la herramienta es demasiado grande, habrá una desviación en el perfil de la rosca. El tamaño de esta desviación depende de varios parámetros.
- Diámetro de la rosca
- Diámetro de la fresa
- Ángulo de perfil
- Paso
Gran diámetro de fresa en comparación con el diámetro de la rosca, ángulo de perfil pequeño y paso grande. Estos son parámetros que dan mayor desviación.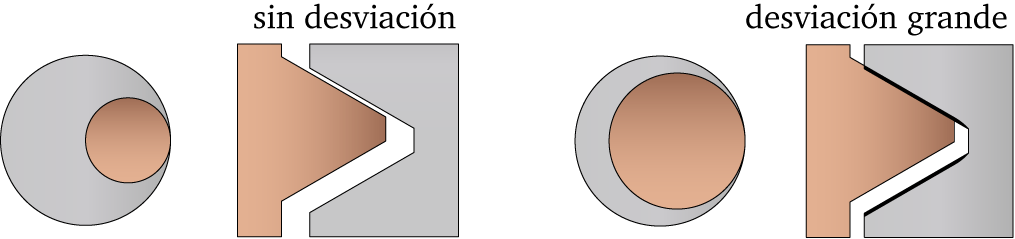
Hay tres opciones que te ayudarán a elegir el diámetro correcto de la fresa de roscar.
¿Es posible obtener la primera rosca dentro de la tolerancia?
Sí, si programa la medida del diámetro que está marcada con láser en la fresa de roscar y el diámetro exterior de la rosca, entonces la rosca estará dentro de la tolerancia.
¿Cómo obtengo el diámetro de rosca correcto?
El diámetro de paso se ha medido ópticamente en las fresas de roscar de SmiCut y el diámetro externo teórico se ha marcado individualmente con láser en cada fresa. Este diámetro es el que debe usar en su programa para obtener un diámetro correcto en su rosca.
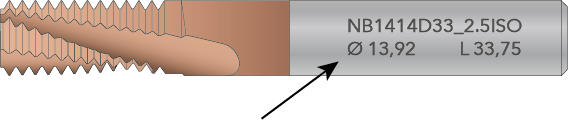
El diámetro externo teórico está marcado con láser
Para roscas gruesas, normalmente estarás en el medio de la tolerancia si utilizas el valor marcado con láser.
Las roscas finas pueden estar un poco ajustadas ya que en estas roscas tendrás una desviación de perfil de rosca muy pequeña (consulte la pregunta anterior). Si este es el caso, puede volver a fresar después de ajustar el diámetro en su programa.
¿Está gastada la fresa de roscar cuando pierde tolerancia?
No, puede ajustar el diámetro en el programa CNC y continuar produciendo muchas más roscas.
¿Cómo obtengo una rosca sin rebabas?
Las Fresas de Roscar de SmiCut (ThreadBurr) producen una rosca con una buena entrada y sin rebabas. La longitud de corte está marcada a laser en la herramienta y también puede encontrarla en el catálogo. Esta es la distancia que debe penetrar en el agujero desde la superficie para lograr una entrada de rosca perfecta.
↪︎ThreadBurr – Fresas de Roscar de metal duro

¿Es posible desbarbar la rosca por ambos lados?
Sí, pero solo con una herramienta especial, ya que la longitud de corte debe fabricarse en función del espesor del material.
↪︎Consiga una rosca desbarbada en ambos extremos con Double ThreadBurr

Double ThreadBurr elimina las rebabas en la parte superior y posterior de la rosca.
¿Dónde puedo encontrar datos de corte y programas CNC para fresado de roscas?
La forma más sencilla es utilizar nuestro software SmiProg. Está disponible tanto online como en un archivo de Excel que se puede descargar.
También hay valiosa información técnica en las páginas técnicas de nuestros catálogos.
↪︎SmiProg – Software para fresado de roscas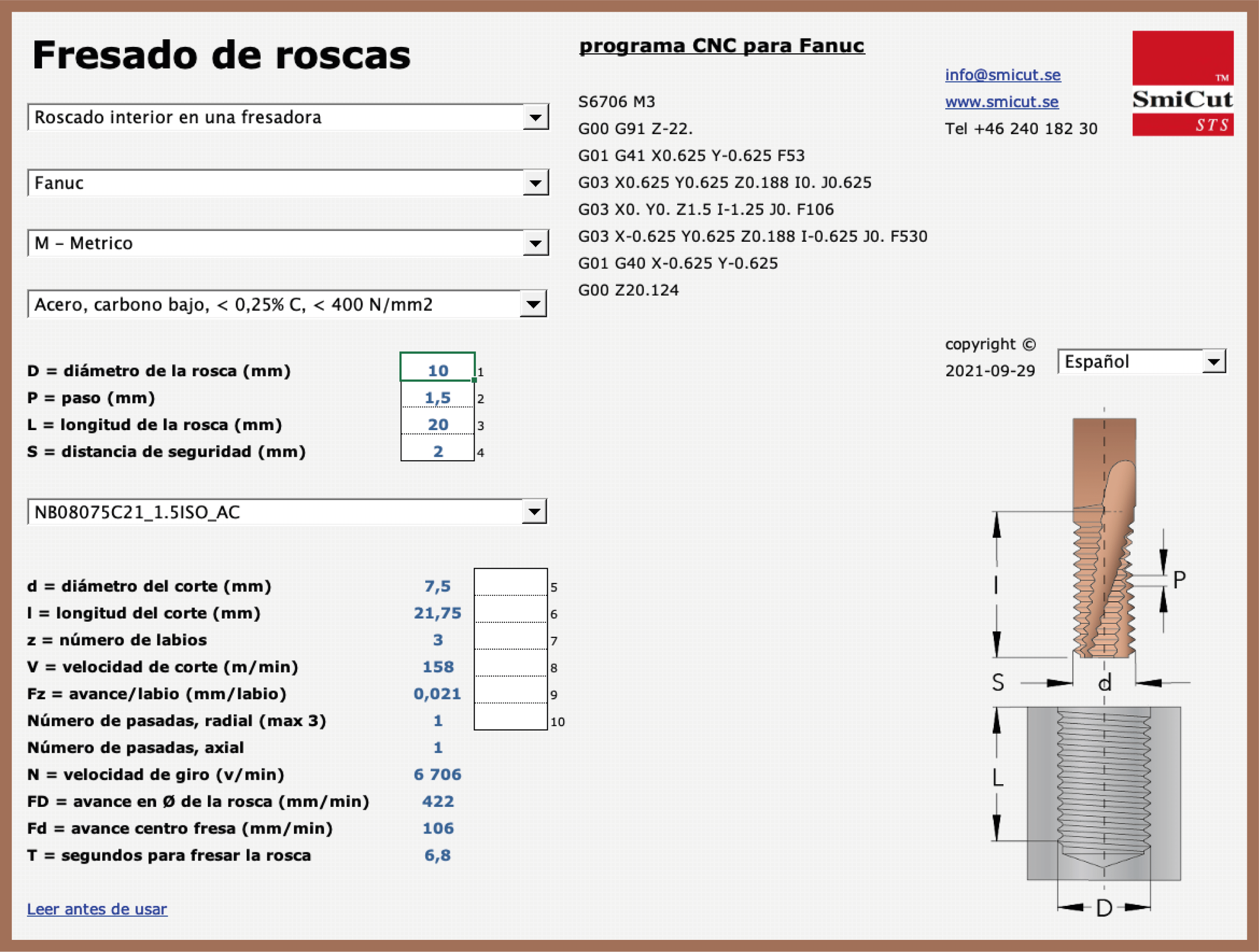
¿Puedo reafilar fresas de roscar de metal duro integral?
Sí, es una buena opción para fresas de roscar con Ø12 y mayores. Normalmente, una fresa se reafila al menos 2 o 3 veces. Para obtener una vida útil más larga y permitir más reafilados, debe reemplazar la fresa antes de que se desgaste excesivamente.
También es posible reafilar una fresa de roscar cuando se rompe un diente. Sin embargo, si se rompen todos los dientes a la misma altura, se debe desechar o cortar la fresa y aceptar una fresa más corta.
¿Tiene archivos 3D STEP?
Sí, tenemos dibujos CAD de nuestras fresas de roscar de metal duro integral en formato STEP. Están hechos para su uso con sistemas CAD/CAM.
↪︎Dibujos CAD de fresas de roscar
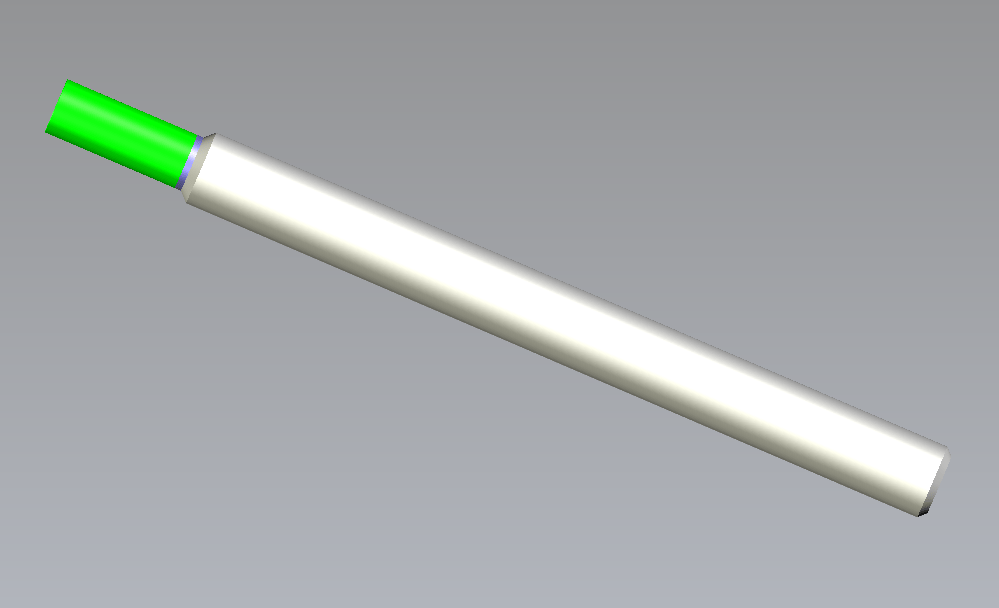
NB0403C7_0.7ISO_AC como un dibujo CAD 3D simplificado
¿Fabrica SmiCut fresas de roscar especiales?
Sí, y el tiempo de entrega es normalmente de 2 a 3 semanas para fresas de roscas recubiertas. El precio depende de la cantidad. Más fresas dan como resultado un precio más bajo. Una cotización normal es para 2, 3, 5 y 10 piezas.
¿Debo elegir una fresa de roscar sólida o una fresa de roscar con plaquita intercambiable?
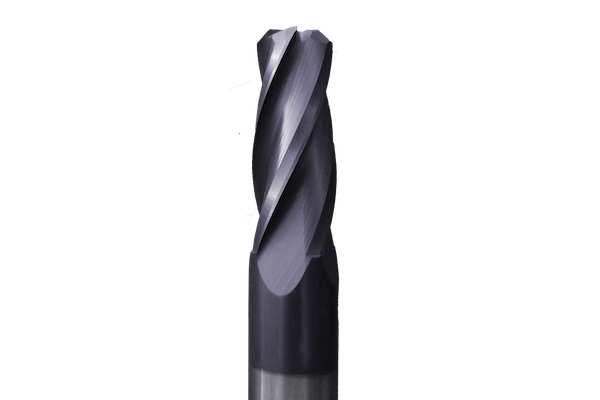
La fresa de roscar solida es, en la mayoría de los casos, la mejor opción.
Fresa de rosca de metal duro integral
- El tiempo de procesamiento es mucho más corto porque la herramienta tiene más filos de corte, tiene la longitud completa del filo de corte, geometría helicoidal y está hecha de metal duro integral. La fresa de rosca de metal duro integral suele ser unas 10 veces más rápida que la fresa de roscar con plaquita intercambiable
- El costo de la herramienta por rosca es mayormente más bajo que el de la fresa de roscar de placa intercambiable debido al menor tiempo de máquina y al hecho de que las herramientas se pueden reafilar.
- El costo total siempre es más bajo que el de la fresa de roscar de placa intercambiable si cuenta el tiempo de la máquina y el costo de la herramienta.

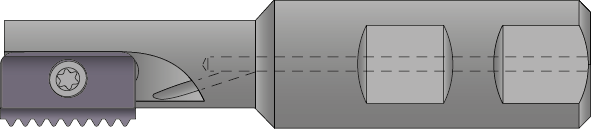
Fresa de roscar con plaquita intercambiable
- La fresa de roscar con plaquita intercambiable tiene la ventaja de que puede montar plaquitas con diferentes pasos y perfiles en el mismo cuerpo de fresa. Por lo tanto, esto puede ser una alternativa si solo se van a realizar unas pocas roscas en diámetros mayores.
¿Cuándo debo elegir una fresa de roscar con refrigeración interna?
La mayoría de la gente usa herramientas sin refrigeración ya que el precio es más bajo y es posible usar refrigeración externa con estas herramientas. El metal duro es sólido en el centro de la herramienta, lo que hace una herramienta más fuerte con menor riesgo de rotura.
En algunos casos, si tienes problemas con virutas, es posible que desee utilizar una herramienta con refrigeración interna, ya que estas herramientas llevan el refrigerante exactamente donde lo desea y con una presión más alta.

La refrigeración interna axial (NBK) es el más adecuada para agujeros ciegos.

La refrigeración interna radial (NBT) es el más adecuada para agujeros pasantes.
¿Cuándo debo usar fresas de roscar con dos dientes?
La primera opción para el fresado de roscas es siempre ThreadBurr, herramientas NB. Tienen la longitud total de la rosca y desbarban la entrada de la rosca en la misma operación.
En algunos casos, cuando es difícil lograr buenos resultados, las herramientas NM con dos dientes pueden ser una solución ya que las fuerzas de corte son menores. Por ejemplo, roscas largas y materiales difíciles de mecanizar.
Con las herramientas NM, realiza varias pasadas axialmente en lugar de una, incluso así el tiempo de mecanizado no será mucho más largo ya que puede aumentar el avance y la herramienta tiene más filos de corte que las herramientas NB.

Las fresas de roscar con dos dientes pueden ser una buena solución para roscas largas y materiales difíciles
Perfil parcial vs perfil completo
Con una herramienta de perfil parcial, es posible hacer diferentes pasos y perfiles, ya que la herramienta solo tiene un diente y un perfil diseñado para adaptarse a varias roscas.
Algunos productores fabrican estas herramientas con una cresta muy pequeña y una gran altura de perfil para poder hacer tantas roscas diferentes como sea posible. La desventaja de esto es que la cresta será frágil y el diámetro de la herramienta pequeño, lo que dará como resultado una vida útil corta y la rotura de la herramienta. Debido a esto, SmiCut produce las fresas de roscar de perfil parcial con un área de uso más limitada.
Las herramientas de perfil completo harán una rosca de mayor calidad y con estas herramientas no es tan importante taladrar exactamente el diámetro correcto antes de roscar. Las herramientas de perfil completo se recomiendan como primera opción.
Un diente vs dos dientes
Un diente tiene fuerzas de corte más bajas y dos dientes tiene una vida útil más larga.
Un diente se utiliza principalmente para roscas extremadamente pequeñas y cuando dos dientes no está disponible, por ejemplo, perfiles UN. Se recomiendan herramientas de dos dientes como primera opción.

Las fresas de roscar con un diente se utilizan principalmente para roscas extremadamente pequeñas
¿Es posible utilizar la misma fresa de roscar para roscas interiores y exteriores?
Con roscas métricas (M) y unificadas (UN) no puedes utilizar fresas de rosca interna para roscas externas. Tienen un perfil diferente para interior y exterior. La rosca interna tiene una cresta más grande que el fondo y con la rosca externa es al contrario, el fondo es más grande que la cresta.
Con perfiles como W, BSPT, PG, NPT, NPTF y NPSF la cresta y el fondo son iguales, asi que para estos perfiles se utiliza la misma fresa para roscas internas y externas.
¿Cómo fresar roscas a izquierdas?
Utilice la herramienta estándar para roscas a derechas, pero en lugar de programar la herramienta un paso hacia arriba, prográmela hacia abajo.

Fresado ascendente, sentido antihorario (G03)
¿Cómo fresar una rosca para los insertos de rosca? (helicoil y similares)
Utilice la misma herramienta que para la rosca acabada. Lo único que tiene que hacer es fresar un diámetro mayor y luego insertar el inserto de rosca.
¿Cómo puedo saber si necesito W o BSPT?
Whitworth es un perfil que se utiliza principalmente para roscas de tubos. Cuando es una rosca recta es W y cuando es cónica BSPT.
Rosca G → W
Rosca Rp → W
Rosca Rc → BSPT
Rosca R → BSPT
Para más información, descargue las denominaciones de las roscas de tubo del estándar Británico.
G/R – British Standard Pipe Thread (PDF)⬇︎
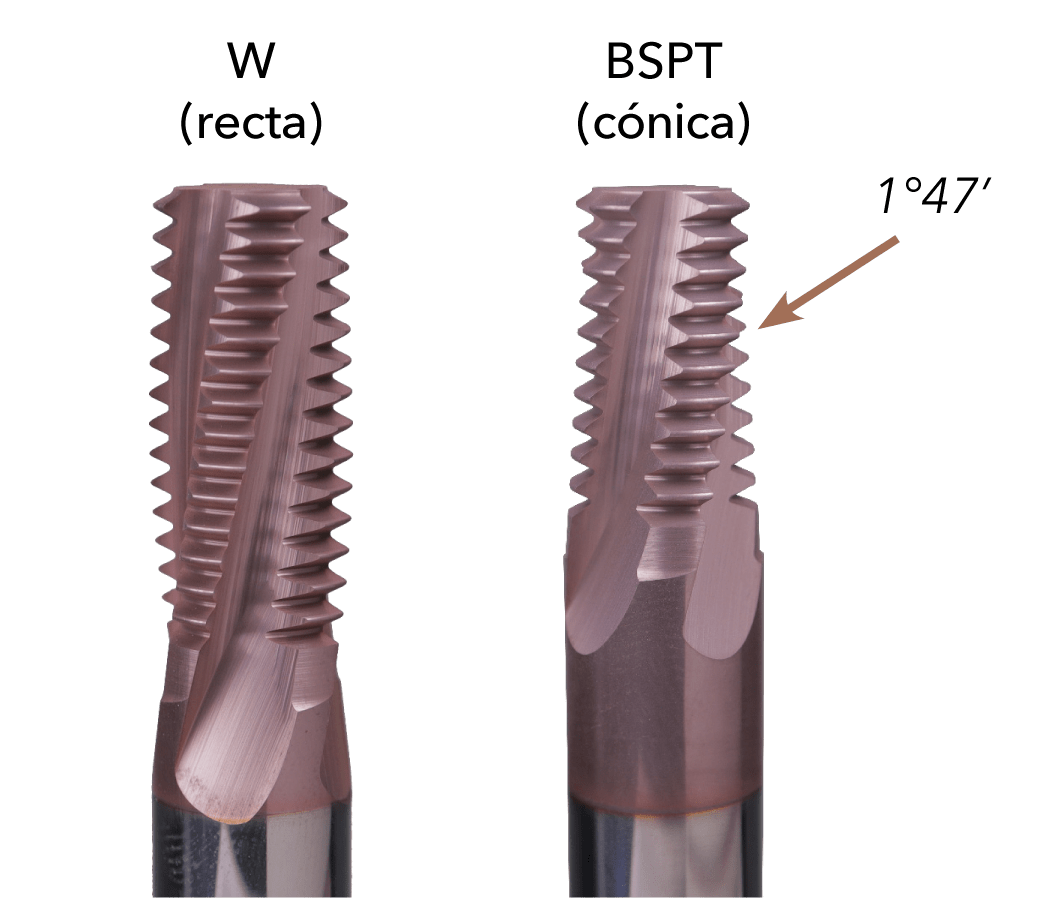
Cuando es una rosca recta es W y cuando es cónica BSPT
¿Cuál es la diferencia entre NPT, NPTF y NPSF?
NPT y NPTF son roscas cónicas. NPSF es una rosca recta.
En las roscas NPT pueden producirse fugas, por lo que es necesario utilizar una cinta selladora de roscas u otro sellador de roscas para conseguir una rosca sin fugas.
Para resolver el problema de las fugas, se desarrolló la rosca NPTF. Esta rosca crea un contacto total entre la rosca exterior e interior y sella la rosca cuando se juntan. No se necesita ningún otro producto para el sellado.
Otra variante de sellado en seco es la rosca NPSF, que se utiliza para roscas internas y está hecha para ajustarse a una rosca externa NPTF.

¿Es necesario fresar previamente un orificio cónico antes de roscar?
No es necesario, pero lo recomendamos fuertemente, ya que el fresado previo de un orificio cónico antes del roscado tiene dos ventajas principales.
1. Alarga la vida útil de la fresa de roscar
2. Tiempo de mecanizado más corto
Sin fresar previamente tienes que hacer la rosca en una o dos pasadas extra y reducir el avance, de lo contrario destruirás la herramienta ya que la cresta es muy pequeña en las roscas NPT y NPTF.
↪︎Fresas cónicas para NPT/NPTF/BSPT
El fresado previo de orificios cónicos prolonga la vida útil de la herramienta y reduce el tiempo de mecanizado.
¿Puedo hacer una rosca NPSM con herramientas estándar?
Sí, es posible. Póngase en contacto con SmiCut y le recomendaremos las herramientas adecuadas.
¿Puedo hacer una rosca UNJ con una fresa de rosca UN?
Sí se puede si es una rosca interna, pero primero hay que taladrar el diámetro correcto porque la fresa no remata la rosca cuando se utiliza una fresa UN para hacer una rosca UNJ.
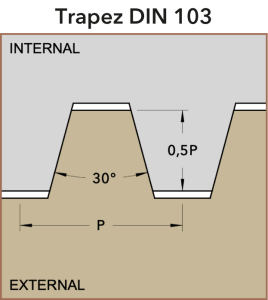
¿Por qué no existen fresas de roscar estándar para roscas trapezoidales?
El problema de las roscas trapezoidales es que el perfil es de sólo 30° y el paso suele ser grande en relación con el diámetro. Esto significa que se obtiene una desviación relativamente grande del perfil al fresar la rosca. Véase la pregunta ¿Cómo elijo el diámetro correcto de la fresa de rosca?
En muchos casos es posible modificar el perfil de la herramienta para que la rosca pueda ser fresada, pero como depende de varios factores, SmiCut adapta la herramienta a la rosca específica. Póngase en contacto con SmiCut si desea saber si es posible fresar su rosca y, a continuación, obtener un presupuesto de herramientas especiales.