Nous recevons souvent des questions sur le filetage et nos outils. Cliquez sur les liens ci-dessous pour obtenir rapidement la réponse à votre question.
Si vous ne trouvez pas la question, envoyez-nous un e-mail à info@smicut.se et nous ferons de notre mieux pour vous aider.
Questions générales sur le fraisage de filetage
- Quels sont les avantages du fraisage de filetage ?
- Dois-je chanfreiner le filetage ?
- Comment choisir le bon diamètre de fraise à fileter ?
- Est-il possible d’obtenir le premier filetage dans la tolérance ?
- Comment obtenir le bon diamètre de filetage ?
- La fraise à fileter est-elle usée lorsqu’elle perd sa tolérance ?
- Comment obtenir un filetage sans bavures ?
- Est-il possible d’ébavurer le filetage sur les deux côtés ?
- Où puis-je trouver les données de coupe et le programme CNC pour le fraisage de filetage ?
- Puis-je réaffûter les fraises à fileter en carbures solides ?
- Avez-vous des fichiers STEP 3D ?
Questions sur les différents types de fraises à fileter
- SmiCut fabrique-t-elle des fraises à fileter spéciales ?
- Dois-je choisir une fraise à fileter pleine ou une fraise à fileter indexable ?
- Quand faut-il choisir une fraise à fileter avec arrosage interne ?
- Quand dois-je utiliser des fraises à fileter à deux dents ?
- Profil partiel ou profil complet
- Outil à une dent ou deux dents
Questions sur les différents filetages et profils de filetage
- Est-il possible d’utiliser la même fraise à fileter pour les filetages internes et externes ?
- Comment fraiser des filetages à gauche ?
- Comment fraiser un filetage pour un insert à fileter ? (hélicoïdal et similaire)
- Comment savoir si j’ai besoin d’un modèle W ou BSPT ?
- Quelle est la différence entre NPT, NPTF et NPSF ?
- Dois-je pré-fraiser un trou conique avant le filetage ?
- Puis-je réaliser un filetage NPSM avec des outils standard ?
- Puis-je réaliser un filetage UNJ avec une fraise à fileter UN ?
- Pourquoi n’existe-t-il pas de fraises à fileter standard pour les filetages trapézoïdaux ?
Liens
Quels sont les avantages du fraisage de filetage ?
Découvrez les 14 avantages du fraisage de filetage dans l’article suivant.
↪︎Pourquoi choisir le fraisage de filetage plutôt que le taraudage ?
Dois-je chanfreiner le filetage ?
La réponse est oui si cela figure sur le dessin et que vous n’avez pas les autorisations pour le modifier.
En pratique, ce n’est pas nécessaire car les fraises à fileter de SmiCut (ThreadBurr) ébavurent l’entrée du filetage lors de la même opération que le fraisage de filetage.
Le premier choix consiste à essayer d’éviter l’opération de chanfreinage inutile. Le deuxième choix consiste à utiliser les outils NF pour réaliser le chanfreinage et le filetage avec le même outil.
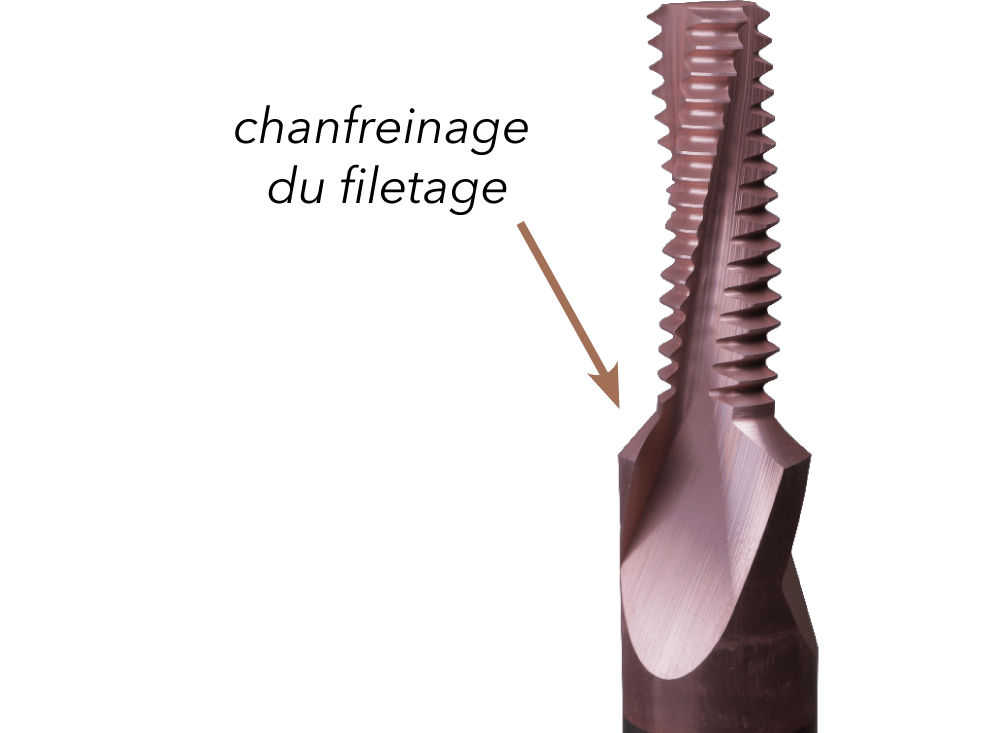
Avec les fraises à fileter NF, vous pouvez réaliser le chanfreinage et le filetage avec le même outil.
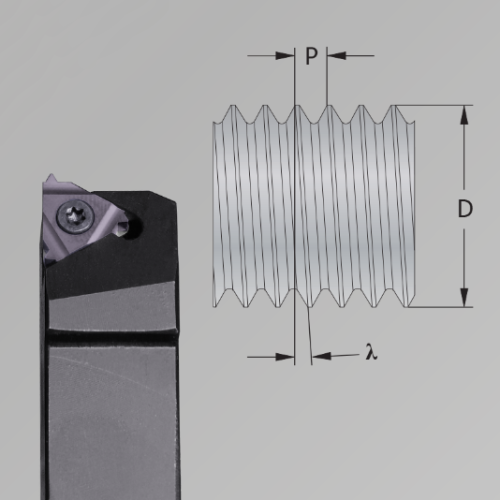
Comment choisir le bon diamètre de fraise à fileter ?
Lors du fraisage de filetage, le diamètre de l’outil doit être inférieur au diamètre du filetage. La raison en est que le filetage a un angle d’hélice, mais que l’outil est droit. Si l’outil est trop grand, il y aura une déviation au niveau du profil du filetage. La taille de cette déviation dépend de plusieurs paramètres.
- Le diamètre de filetage
- Le diamètre de la fraise
- L’angle du profil
- Le pas
Grand diamètre de la fraise par rapport au diamètre du filetage, petit angle du profil et grand pas. Ce sont les paramètres qui donnent une plus grande déviation.
Il existe trois façons de vous aider à choisir le bon diamètre de fraise à fileter.
Est-il possible d’obtenir le premier filetage dans la tolérance ?
Oui, si vous programmez la mesure du diamètre qui est marqué au laser sur la fraise à fileter et le diamètre extérieur du filetage, alors le filetage sera dans la tolérance.
Comment obtenir le bon diamètre de filetage ?
Le diamètre de pas est mesuré par voie optique sur les fraises à fileter de SmiCut et le diamètre extérieur théorique est gravé individuellement au laser sur chaque fraise. Ce diamètre est celui que vous devez utiliser dans votre programme pour obtenir un diamètre correct de filetage.
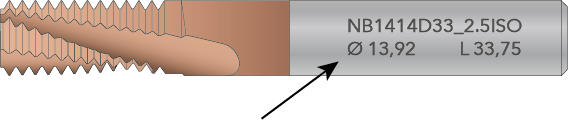
Le diamètre extérieur théorique est marqué au laser
Pour les filetages grossiers, vous êtes normalement au milieu de la tolérance si vous utilisez la valeur marquée au laser.
Les filetages fins peuvent être un peu serrés car la déviation du profil du filetage est très faible sur ces filetages (voir la question précédente). Si c’est le cas, vous pouvez procéder à un nouveau fraisage après avoir ajusté le diamètre dans votre programme.
La fraise à fileter est-elle usée lorsqu’elle perd sa tolérance ?
Non, vous pouvez ajuster le diamètre dans le programme CNC et continuer à produire encore plus de filetages.
Comment obtenir un filetage sans bavures ?
Les fraises à fileter de SmiCut (ThreadBurr) vous donneront une belle entrée et un filetage sans bavure. La longueur de coupe est gravée au laser sur l’outil et vous la trouverez également dans le catalogue. Il s’agit de la distance selon laquelle vous devez pénétrer dans l’orifice depuis la surface afin d’obtenir une entrée parfaite.
↪︎ThreadBurr – Fraises à fileter en carbures solides

Est-il possible d’ébavurer le filetage sur les deux côtés ?
Oui, mais uniquement avec des fraises à fileter spécialement conçues, car la longueur de coupe doit être en corrélation avec l’épaisseur du matériau.
↪︎Faites ébavurer le filetage sur les deux côtés avec le double ThreadBurr

Le double ThreadBurr élimine les bavures sur le dessus et à l’arrière du filetage.
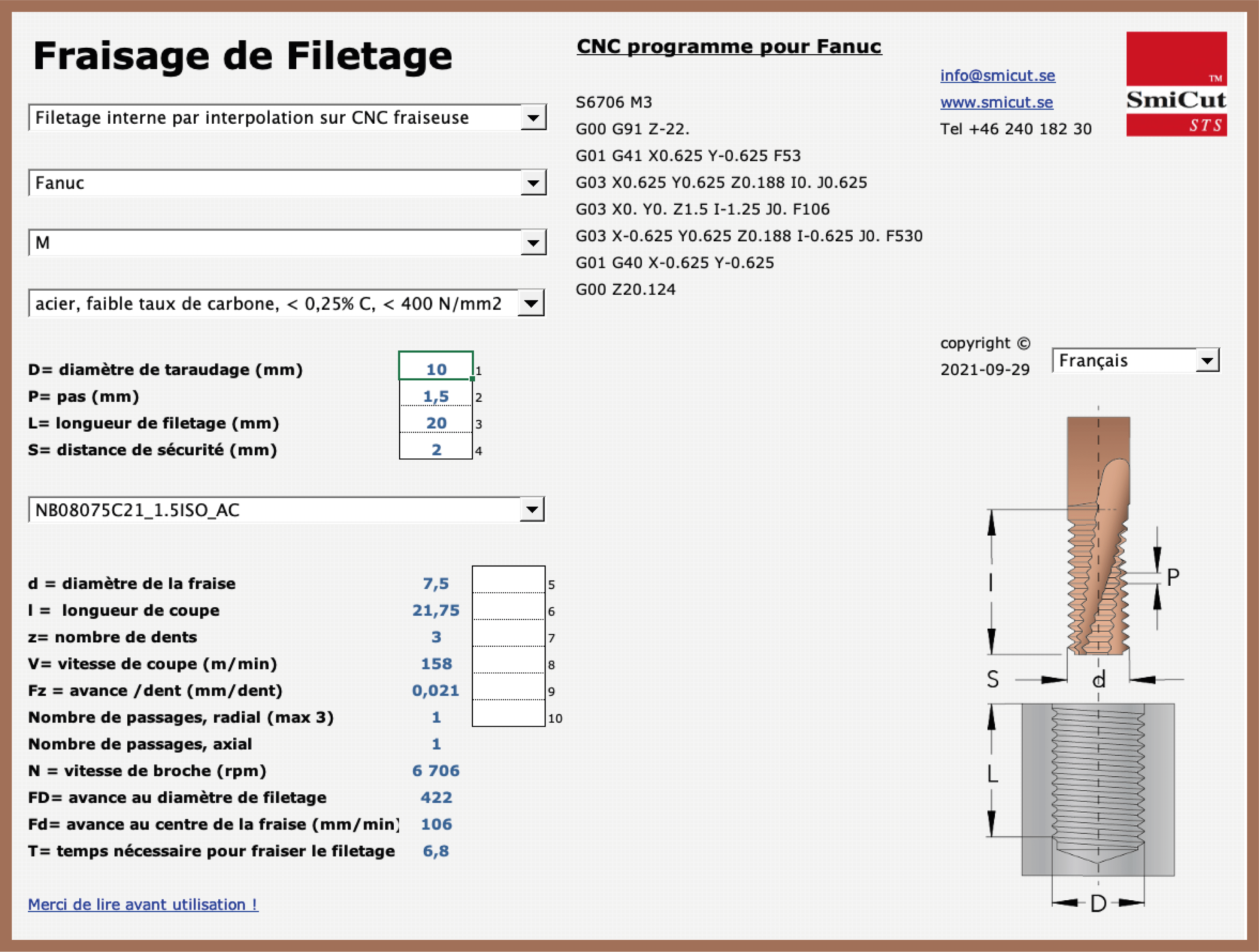
Où puis-je trouver les données de coupe et le programme CNC pour le fraisage de filetage ?
Le moyen le plus simple est d’utiliser notre logiciel SmiProg. Il est disponible à la fois en ligne et sous forme de fichier Excel à télécharger.
Vous trouverez également de précieuses informations techniques dans les pages techniques de nos catalogues.
↪︎SmiProg, le logiciel pour le fraisage de filetage
 Puis-je réaffûter les fraises à fileter en carbures solides ?
Puis-je réaffûter les fraises à fileter en carbures solides ?
Oui, c’est une bonne option pour les fraises à fileter de Ø12 et plus. Normalement, une fraise est réaffûtée au moins 2 ou 3 fois. Pour obtenir une plus longue durée de vie et permettre un plus grand nombre de réaffûtages, vous devez remplacer la fraise avant qu’elle ne soit excessivement usée.
Il est également possible de réaffûter une fraise à fileter dont une dent est cassée. En revanche, si toutes les dents situées à la même hauteur sont cassées, il faut jeter ou couper la fraise et accepter une fraise plus courte.
Avez-vous des fichiers STEP 3D ?
Oui, nous avons des dessins CAO de nos fraises à fileter en carbures solides au format STEP. Ils sont conçus pour être utilisés avec les systèmes CAO/FAO.
↪︎Dessins CAO des fraises à fileter
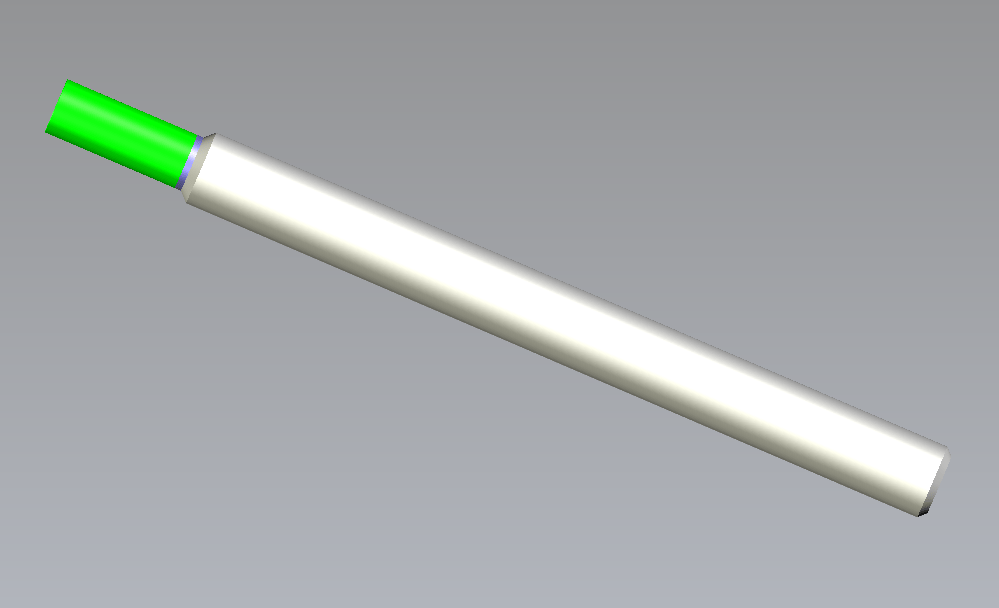
NB0403C7_0.7ISO_AC sous la forme d’un dessin CAO 3D simplifié
SmiCut fabrique-t-elle des fraises à fileter spéciales ?
Oui, et le délai de livraison est normalement de 2 à 3 semaines pour une fraise à fileter avec revêtement. Le prix dépend du nombre. Plus la commande de fraises à fileter est importante, plus le prix est bas. Un devis normal est établi pour 2, 3, 5 et 10 unités.
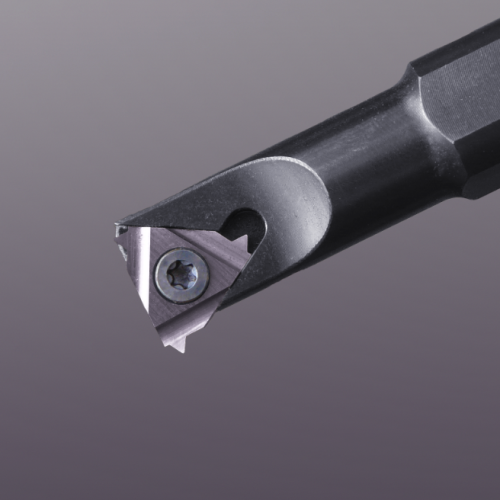
Dois-je choisir une fraise à fileter pleine ou une fraise à fileter indexable ?
La fraise à fileter pleine est souvent la meilleure option.
Fraise à fileter pleine
- Le temps de traitement est extrêmement réduit parce que l’outil a plus d’arêtes de coupe, a une longueur totale d’arête de coupe, est dotée de rainures hélicoïdales et est composée de carbure solide. La fraise à fileter pleine est souvent environ 10 fois plus rapide que la fraise à fileter indexable.
- Le coût de l’outil par filetage est généralement inférieur à celui de la fraise à fileter indexable en raison du temps d’usinage plus court et du fait que les outils peuvent être réaffûtés.
- Le coût total est toujours inférieur à celui de la fraise à fileter indexable si l’on tient compte du temps d’usinage et du coût de l’outil.

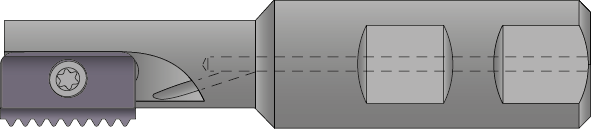
Fraise à fileter indexable
- La fraise à fileter indexable présente l’avantage de pouvoir disposer d’inserts avec différents pas et profils sur le même corps de fraise. Il peut donc s’agir d’une alternative si vous ne réalisez que des filetages simples sur des diamètres plus importants.
Quand faut-il choisir une fraise à fileter avec arrosage interne ?
La plupart des gens utilisent des outils sans liquide d’arrosage car le prix est plus bas et il est possible d’utiliser un arrosage externe avec ces outils. Le carbure est solide au centre de l’outil, ce qui en fait un outil plus solide avec moins de risque de casse.
Dans certains cas, lorsque vous avez des problèmes de copeaux, vous pouvez utiliser un outil avec un liquide d’arrosage interne, car ces outils amènent le liquide d’arrosage là où vous le voulez exactement et avec une pression plus élevée.

L’arrosage axial interne (NBK) convient mieux aux trous borgnes.

L’arrosage radial interne (NBT) convient mieux aux trous traversants.
Quand dois-je utiliser des fraises à fileter à deux dents ?
Le premier choix pour le fraisage de filetage est toujours les outils ThreadBurr, NB. Ils ont la longueur totale du filetage et ébavurent l’entrée du filetage au cours de la même opération.
Dans certains cas, lorsqu’il est difficile d’obtenir de bons résultats, les outils NM à deux dents peuvent être une solution car les forces de coupe sont plus faibles. Par exemple, les longs filetages et les matériaux difficiles à usiner.
Avec les outils NM, vous effectuez plusieurs passes axiales au lieu d’une seule, même si le temps d’usinage n’est pas beaucoup plus long car vous pouvez augmenter l’avance et l’outil a plus de cannelures que les outils NB.

Les fraises à fileter à deux dents peuvent être une bonne solution pour les filetages longs et les matériaux difficiles à usiner.
Profil partiel ou profil complet
Avec un outil à profil partiel, il est possible de réaliser différents pas et profils car l’outil n’a qu’une seule dent et un profil conçu pour s’adapter à plusieurs filetages.
Certains producteurs fabriquent ces outils avec une crête très petite et une grande hauteur de profil pour pouvoir réaliser le plus grand nombre de filetages différents possible. L’inconvénient de cette méthode est que la crête est fragile et que le diamètre de l’outil est petit, ce qui entraîne une courte durée de vie et la casse de l’outil. C’est pourquoi SmiCut produit des fraises à fileter à profil partiel dont le domaine d’utilisation est plus limité.
Les outils à profil plein produisent un filetage de meilleure qualité et, avec ces outils, il n’est plus aussi important de percer le diamètre exact avant le filetage. Les outils à profil complet sont recommandés comme premier choix.
Outil à une dent ou deux dents
Un outil à une dent a une force de coupe plus faible et un outil à deux dents a une durée de vie plus longue.
L’outil à une dent est principalement utilisé pour les filetages extrêmement petits et lorsque l’outil à deux dents n’est pas disponible, par exemple les profils UN. Les outils à deux dents sont recommandés comme premier choix.

Les fraises à fileter à une dent sont principalement utilisées pour les filetages extrêmement petits
Est-il possible d’utiliser la même fraise à fileter pour les filetages internes et externes ?
Vous ne pouvez pas utiliser de fraises à fileter internes pour les filetages externes lors du filetage de filets métriques (M) et unifiés (UN). Ils ont un profil différent pour l’intérieur et l’extérieur. Le filetage interne a une crête plus grande que la racine et c’est le contraire pour le filetage externe, la racine est plus grande que la crête.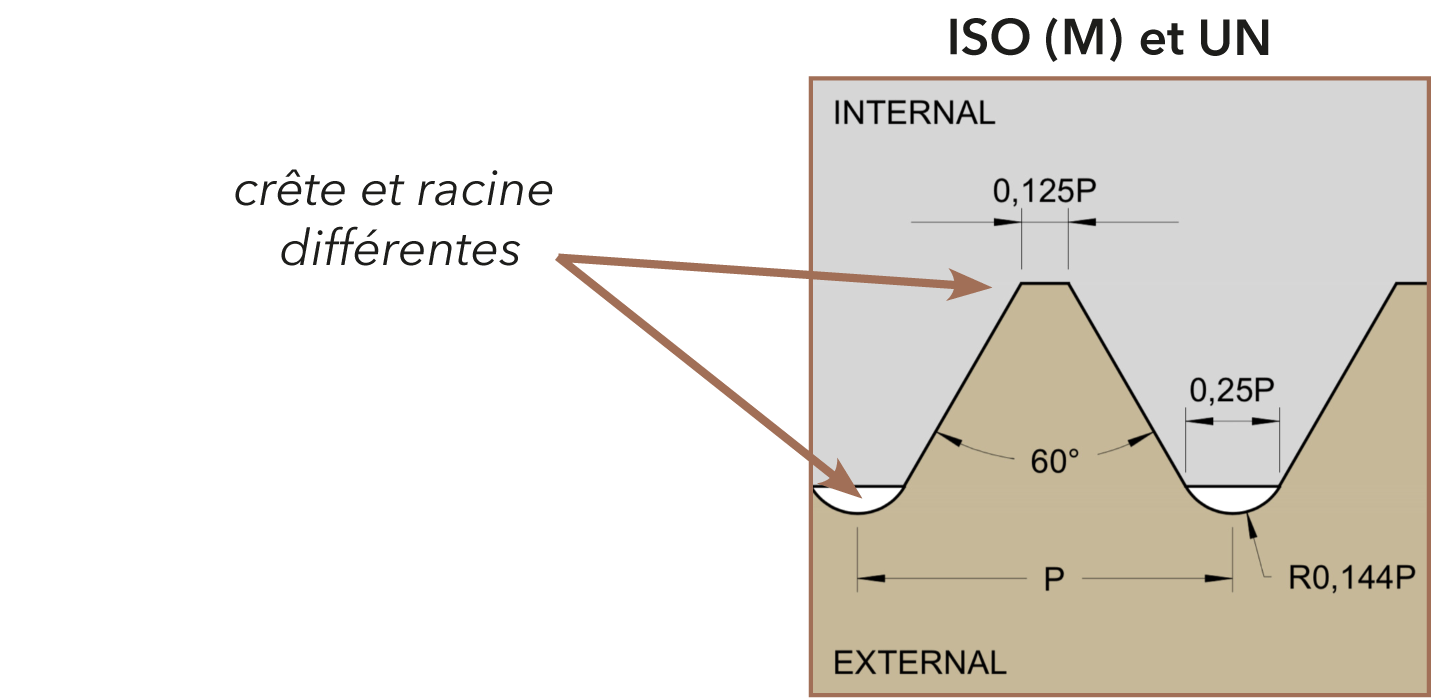
Les profils tels que W, BSPT, PG, NPT, NPTF et NPSF ont la même crête que la racine et, de ce fait, il est possible pour ces profils d’utiliser la même fraise à fileter pour les filetages internes et externes.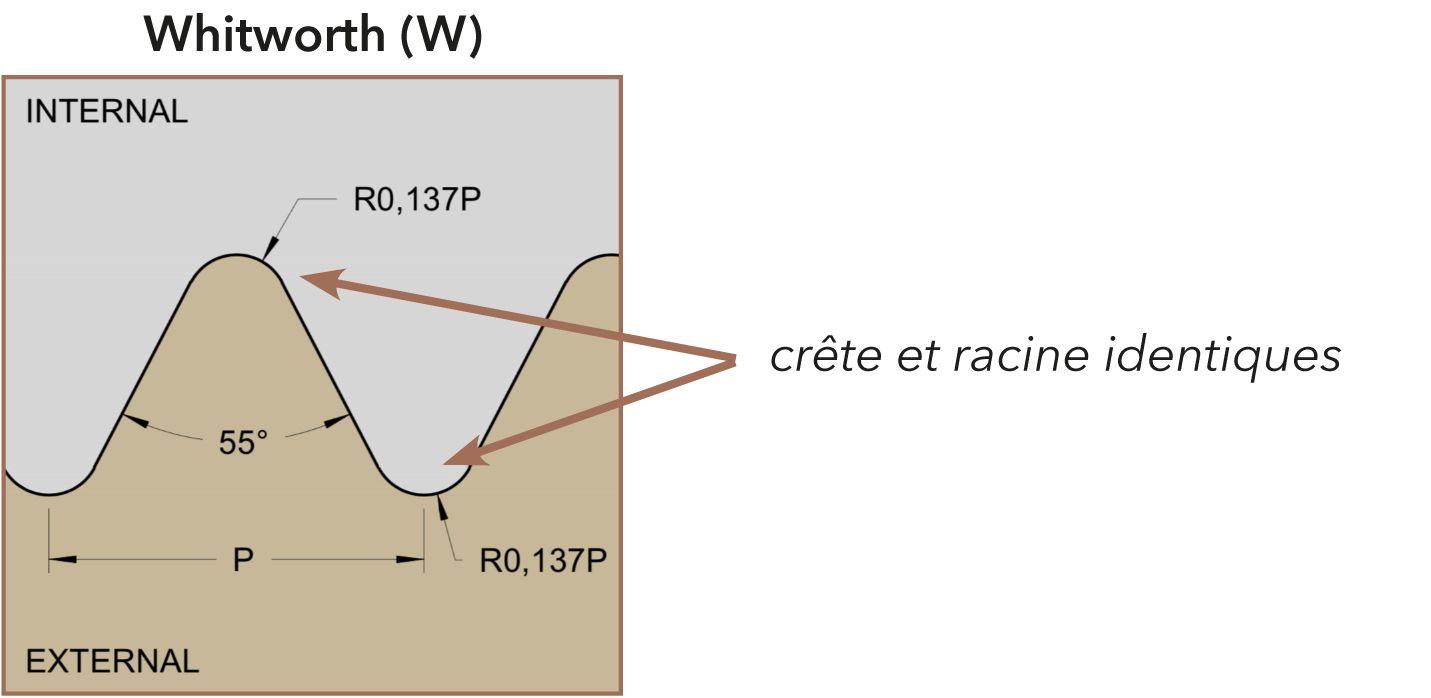
Comment fraiser des filetages à gauche ?
Utilisez l’outil standard pour les filetages à droite, mais au lieu de programmer l’outil vers le haut d’un pas, programmez-le vers le bas d’un pas.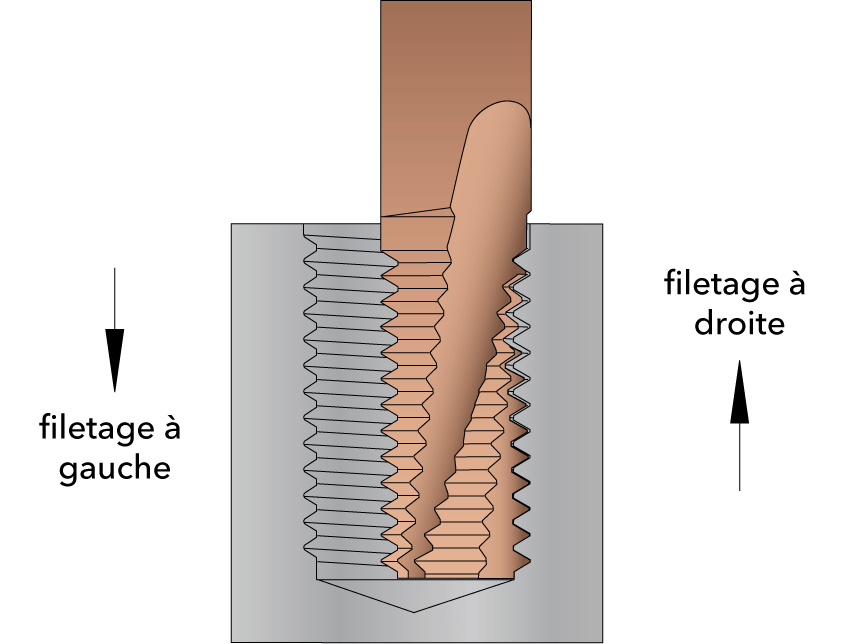
Comment fraiser un filetage pour un insert à fileter ? (hélicoïdal et similaire)
Utilisez le même outil que pour le filetage fini. La seule chose à faire est de fraiser un diamètre plus grand, puis d’insérer l’insert à fileter.
Comment savoir si j’ai besoin d’un modèle W ou BSPT ?
Le modèle Whitworth est un profil qui est principalement utilisé pour les filetages de tuyaux. Pour un filetage droit, utilisez le modèle W et pour un filetage conique, utilisez le modèle BSPT.
Filetage G → W
Filetage Rp → W
Filetage Rc → BSPT
Filetage R → BSPT
Téléchargez les désignations de la British Standard Pipe Thread (filetage de tuyauterie de norme britannique) pour plus d’informations.
G/R – British Standard Pipe Thread (PDF)⬇︎
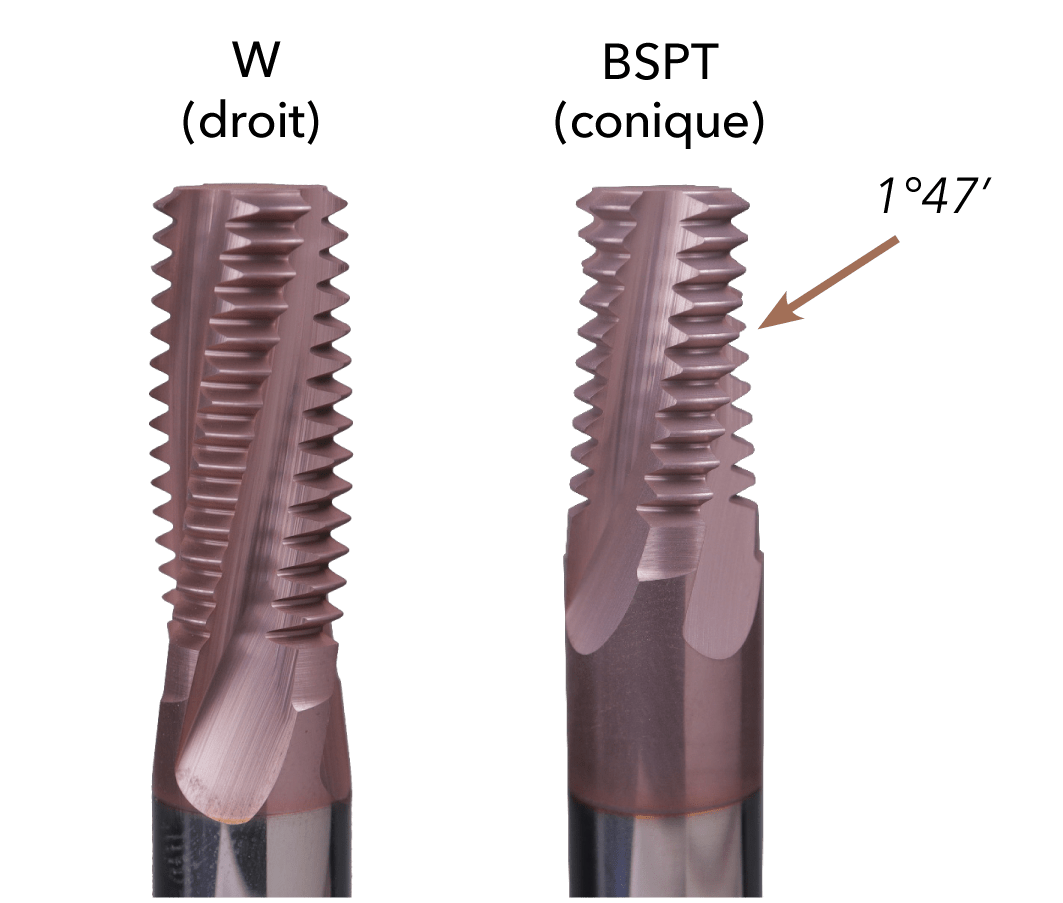
Pour un filetage droit, utilisez le modèle W et pour un filetage conique, utilisez le modèle BSPT.
Quelle est la différence entre NPT, NPTF et NPSF ?
NPT et NPTF sont des filetages coniques. NPSF est un filetage droit.
Des fuites peuvent se produire sur les filetages NPT, ce qui signifie qu’un ruban d’étanchéité ou un autre produit d’étanchéité pour filetages doit être utilisé pour obtenir un filetage sans fuite.
Pour résoudre le problème des fuites, le modèle NPTF a été développé. Ce filetage crée un contact total entre le filetage externe et le filetage interne et permet un ajustement serré. Aucun autre produit d’étanchéité n’est nécessaire.
Une autre variante de l’étanchéité à sec est le NPSF, utilisé pour les filetages internes et conçu pour s’adapter à un filetage externe NPTF.

Dois-je pré-fraiser un trou conique avant le filetage ?
Ce n’est pas nécessaire, mais nous le recommandons fortement car le pré-fraisage d’un trou conique avant le filetage présente deux avantages majeurs.
1. Durée de vie plus longue de la fraise à fileter.
2. Temps d’usinage plus court.
Sans pré-fraisage, vous devez réaliser le filetage en une ou deux passes supplémentaires et réduire l’avance, sinon vous allez détruire l’outil car la crête est très petite sur les filetages NPT et NPTF.
↪︎Fraises à queue coniques pour NPT/NPTF/BSPT
Le pré-fraisage des trous coniques permet d’augmenter la durée de vie des outils et de réduire le temps d’usinage
Puis-je réaliser un filetage NPSM avec des outils standard ?
Oui, c’est possible. Contactez SmiCut et nous vous recommanderons des outils adaptés.
Puis-je réaliser un filetage UNJ avec une fraise à fileter UN ?
Oui, vous pouvez le faire s’il s’agit d’un filetage interne, mais vous devez d’abord percer au diamètre correct car la fraise ne dépasse pas le filetage lorsque vous utilisez une fraise UN pour réaliser un filetage UNJ.
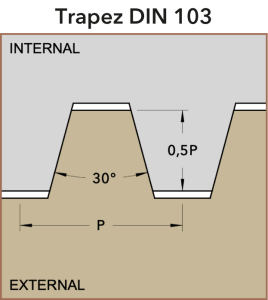
Pourquoi n’existe-t-il pas de fraises à fileter standard pour les filetages trapézoïdaux ?
Le problème avec les filetages trapézoïdaux est que le profil n’est que de 30° et que le pas est souvent important par rapport au diamètre. Cela signifie que vous obtenez une déviation relativement importante du profil lors du fraisage du filetage. Voir la question Comment choisir le bon diamètre de fraise à fileter ?
Dans de nombreux cas, il est possible de modifier le profil de l’outil afin de pouvoir fraiser le filetage, mais comme cela dépend de plusieurs facteurs, SmiCut adapte l’outil au filetage spécifique. Contactez SmiCut si vous voulez savoir s’il est possible de réaliser le fraisage de votre filetage et obtenir un devis pour les outils spéciaux.