Spesso riceviamo domande sulla filettatura e sulle nostre frese. Clicca sui link qui sotto per ottenere rapidamente la risposta alla tua domanda.
Se la domanda non è qui, scrivici a info@smicut.se e faremo del nostro meglio per aiutarti.
Domande generali sulla fresatura dei filetti
- Quali sono i vantaggi della fresatura dei filetti?
- Devo smussare il filetto?
- Come scelgo il diametro corretto della fresa per filettare?
- È possibile ottenere la prima filettatura entro la tolleranza?
- Come ottenere il diametro di filettatura corretto?
- Le frese a filettare sono usurate quando perdono la tolleranza?
- Come ottenere un filetto senza sbavature?
- È possibile ottenere la sbavatura del filetto su entrambi i lati?
- Dove posso trovare i dati di taglio e il programma CNC per la fresatura dei filetti?
- Posso riaffilare frese a filettare integrali in MD?
- Disponete di file 3D STEP?
Domande sui diversi tipi di frese a filettare
- SmiCut produce frese a filettare speciali?
- Devo scegliere una fresa a filettare integrale o una fresa a filettare indicizzabile?
- Quando dovrei scegliere una fresa a filettare con refrigerante interno?
- Quando dovrei usare frese a filettare a due denti?
- Profilo parziale contro profilo completo
- Un Dente contro Due Denti
Domande su diversi filetti e profili di filettatura
- È possibile utilizzare le stesse frese per filetti interni e per filetti esterni?
- Come si fresano i filetti sinistri?
- Come operare la fresatura dei filetti per ottenere un inserto filettato? (elicoidale e simili)
- Come sapere se ho bisogno di W o BSPT?
- Qual è la differenza tra NPT, NPTF e NPSF?
- Devo preforare un foro conico prima della filettatura?
- Posso creare un thread NPSM con strumenti standard?
- Posso realizzare una filettatura UNJ con una fresa per filettare UN?
- Perché non esistono frese a filettare standard per filettature trapezoidali?
Link
Quali sono i vantaggi della fresatura dei filetti?
Leggete i 14 vantaggi della fresatura dei filetti nel seguente articolo.
↪︎ Perché scegliere la fresatura dei filetti invece della maschiatura?
Devo smussare il filetto?
La risposta è sì se è sul disegno e se non avete l’autorizzazione per cambiarlo.
In termini pratici, non è necessario in quanto le frese a filettare di SmiCut (ThreadBurr) sbavano l’ingresso del filetto nella stessa operazione in cui si sta fresando il filetto.
La prima scelta è cercare di evitare la superflua operazione di smussatura. La seconda scelta è usare NF-tools per realizzare lo smusso e il filetto con lo stesso strumento.

Con le frese a filettare NF puoi eseguire la smussatura e la filettatura con lo stesso utensile.
Come scelgo il diametro corretto della fresa per filettare?
Durante la fresatura dei filetti, il diametro dell’utensile deve essere inferiore al diametro del filetto. La ragione di questo è che il filetto ha un angolo ad elica, ma l’utensile è dritto. Se l’utensile è troppo grande, si verificherà una deviazione sul profilo del filetto. La dimensione di questa deviazione dipende da diversi parametri.
- Diametro filettatura
- Diametro della fresa
- Angolo del profilo
- Passo
Diametro della fresa grande rispetto al diametro della filettatura, angolo di profilo piccolo e passo grande. Questi sono parametri che danno una deviazione maggiore.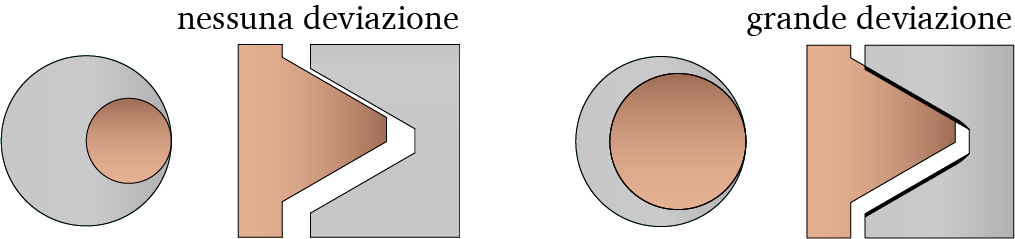
Ci sono tre alternative per scegliere il diametro corretto della fresa per filetti.
È possibile ottenere la prima filettatura entro la tolleranza?
Sì, se si programma la misura del diametro che è marcata a laser sulla fresa e il diametro esterno del filetto, il filetto sarà in tolleranza.
Come ottenere il diametro di filettatura corretto?
Il diametro del passo è stato misurato otticamente su frese per filetti di SmiCut e il diametro esterno teorico è stato contrassegnato individualmente a laser su ciascuna fresa. Questo diametro è quello che dovresti usare nel tuo programma per ottenere un diametro corretto sul tuo filetto.
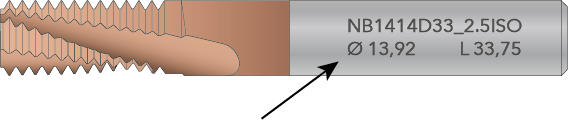
Il diametro esterno teorico è marcato a laser
For coarse threads you are normally in the middle of the tolerance if you use the laser marked value.
Per filettature a passo grosso normalmente ci si trova nel mezzo della tolleranza se si utilizza il valore marcato a laser. I filetti sottili possono essere un po’ stretti quando si ottiene una deviazione molto piccola del profilo del filetto (vedi sopra). In tal caso, è possibile eseguire nuovamente la fresatura dopo aver regolato il diametro nel programma.
Le frese a filettare sono usurate quando perdono la tolleranza?
No, è possibile regolare il diametro nel programma CNC e continuare a produrre molti più filetti.
Come ottenere un filetto senza sbavature?
Le frese a filettare di SmiCut (ThreadBurr) ti daranno un’entrata liscia e un filetto che non necessita sbavature. La lunghezza di taglio è marcata a laser sull’utensile e la trovi anche nel catalogo. Questa è la distanza in cui dovresti entrare nel foro dalla superficie per ottenere un’entrata perfetta.
↪︎ThreadBurr – Frese a filettare in metallo duro integrale

È possibile ottenere la sbavatura del filetto su entrambi i lati?
Sì ma solo con delle speciali frese a filettare in quanto la lunghezza di taglio deve essere correlata allo spessore del materiale.
↪︎Fresatura dei Filetti con Doppio ThreadBurr
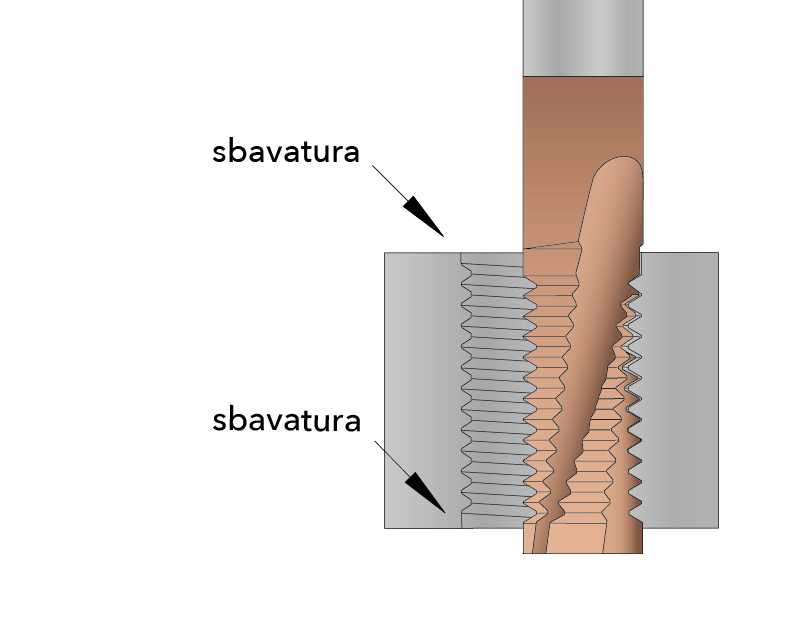
Doppio ThreadBurr rimuove la bava sulla parte superiore e sul retro del filetto
Dove posso trovare i dati di taglio e il programma CNC per la fresatura dei filetti?
Il modo più semplice è usare il nostro software SmiProg. È disponibile sia online che come file excel da scaricare.
Nelle pagine tecniche dei nostri cataloghi sono disponibili anche preziose informazioni tecniche.
↪︎SmiProg – Software per fresatura dei filetti
Posso riaffilare frese a filettare integrali in MD?
Sì, è una buona opzione per frese a filettare con Ø12 e superiori. Normalmente, una fresa viene riaffilata almeno 2-3 volte. Per ottenere una maggiore durata e consentire più riaffilature, è necessario sostituire la fresa prima che sia eccessivamente usurata.
È anche possibile riaffilare una fresa a filettare dove un dente è rotto. Tuttavia, se tutti i denti alla stessa altezza sono rotti, la fresa deve essere scartata o tagliata e deve essere accettata una fresa più corta.
Disponete di file 3D STEP?
Sì, disponiamo di disegni CAD delle nostre frese a filettare in metallo duro integrale in formato STEP. Sono realizzati per l’utilizzo con sistemi CAD/CAM.
↪︎Disegni CAD di frese a filettare
NB0403C7_0.7ISO_AC come disegno CAD 3D semplificato
SmiCut produce frese a filettare speciali?
Sì, e il tempo di consegna è normalmente di 2-3 settimane per una fresa a filettare rivestita. Il prezzo dipende dal numero. Più frese per filettare si traducono in un prezzo inferiore. Una quotazione normale è per 2, 3, 5 e 10 pz.
Devo scegliere una fresa a filettare integrale o una fresa a filettare indicizzabile?
La fresa a filettare integrale è per la maggior parte dei casi l’opzione migliore.
Frese a filettare integrali
- Il tempo di lavorazione è estremamente più breve perché l’utensile ha più taglienti, ha l’intera lunghezza del tagliente, è scanalato a spirale ed è realizzato in metallo duro integrale. La fresa a filettatura piena è spesso circa 10 volte più veloce della fresa a filettare indicizzabile.
- Il costo dell’utensile per filettatura è per lo più inferiore rispetto alla fresa a filettare indicizzabile a causa del tempo macchina più breve e del fatto che gli utensili possono essere riaffilati.
- Il costo totale è sempre inferiore rispetto alla fresa a filettare indicizzabile se si contano il tempo macchina e il costo dell’utensile.

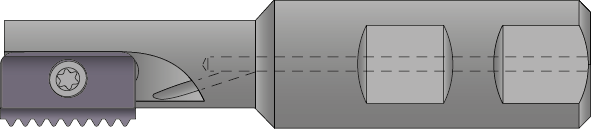
Fresa a filettare indicizzabile
- La fresa a filettare indicizzabile ha il vantaggio di poter avere inserti con passi e profili diversi sullo stesso corpo fresa. Pertanto, questa può essere un’alternativa se hai intenzione di realizzare solo filettature singole su diametri maggiori.
Quando dovrei scegliere una fresa a filettare con refrigerante interno?
La maggior parte delle persone utilizza utensili senza refrigerante poiché il prezzo è inferiore ed è possibile utilizzare refrigerante esterno con questi strumenti. Il carburo è solido al centro dell’utensile, rendendolo uno strumento più forte con meno rischi di rottura.
In alcuni casi, quando hai problemi con i trucioli, potresti voler utilizzare uno strumento con refrigerante interno poiché questi strumenti portano il refrigerante esattamente dove lo desideri e con una pressione più elevata.

Il refrigerante assiale interno (NBK) è più adatto per i fori ciechi.

Il refrigerante radiale interno (NBT) è più adatto per i fori passanti.
Quando dovrei usare frese a filettare a due denti?
La prima scelta per la fresatura dei filetti è sempre ThreadBurr, NB-tools. Hanno l’intera lunghezza del filetto e sbavano l’ingresso del filetto nella stessa operazione.
In alcuni casi in cui è difficile ottenere buoni risultati, gli utensili NM a due denti possono essere una soluzione in quanto le forze di taglio sono inferiori. Ad esempio, filettature lunghe e materiali difficili da lavorare.
Con gli utensili NM si eseguono più passate assialmente invece di una, anche se il tempo di lavorazione non sarà tanto più lungo in quanto è possibile aumentare l’avanzamento e l’utensile ha più scanalature rispetto agli utensili NB.

Le frese a filettare con due denti possono essere una buona soluzione per filettature lunghe e materiali difficili.
Profilo parziale contro profilo completo
Con uno strumento a profilo parziale è possibile eseguire diversi passi e profili poiché l’utensile ha solo un dente ed è un profilo progettato per adattarsi a più filetti.
Alcuni produttori realizzano questi strumenti con una cresta molto piccola e un’altezza del profilo grande per poter fare più filetti possibili. Lo svantaggio è che la cresta sarà fragile e il diametro dell’utensile piccolo: tutto ciò si traduce in una breve durata dell’utensile e nella sua rottura. Per questo motivo SmiCut produce le frese per filetti a profilo parziale con un campo di impiego più limitato.
Gli strumenti a profilo completo creeranno un filetto con una qualità superiore e con questi strumenti non è così importante forare il diametro esattamente preciso prima della filettatura. Gli strumenti del profilo completo sono consigliati come prima scelta.
Un Dente contro Due Denti
Un dente ha forze di taglio inferiori e un due denti ha una vita dell’utensile più lunga.
Un dente viene utilizzato principalmente per filetti estremamente piccoli e quando un due denti non è disponibile, ad esempio i profili delle UN. Come prima scelta si consigliano strumenti due denti.

Le frese per filettare a un dente vengono utilizzate principalmente per filettature estremamente piccole.
È possibile utilizzare le stesse frese per filetti interni e per filetti esterni?
Non è possibile utilizzare frese a filettare interne per filetti esterni durante le filettature metriche (M) e unificate (UN). Hanno profilo diverso per interni ed esterni. Il filetto interno ha una cresta più grande della radice e per il filetto esterno è l’opposto, la radice è più grande della cresta.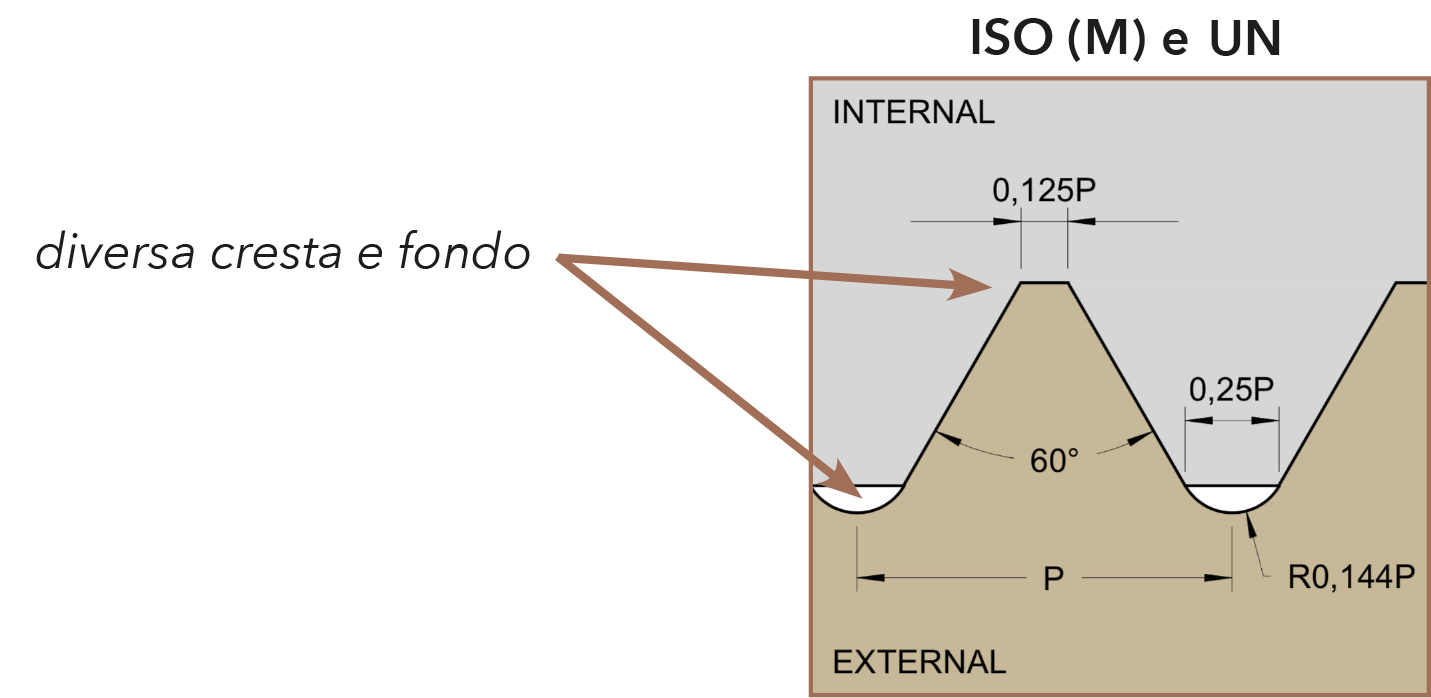
I profili come W, BSPT, PG, NPT, NPTF e NPSF hanno la stessa cresta nel fondo e per questo motivo è possibile che questi profili utilizzino la stessa fresa per filetti per interni ed esterni.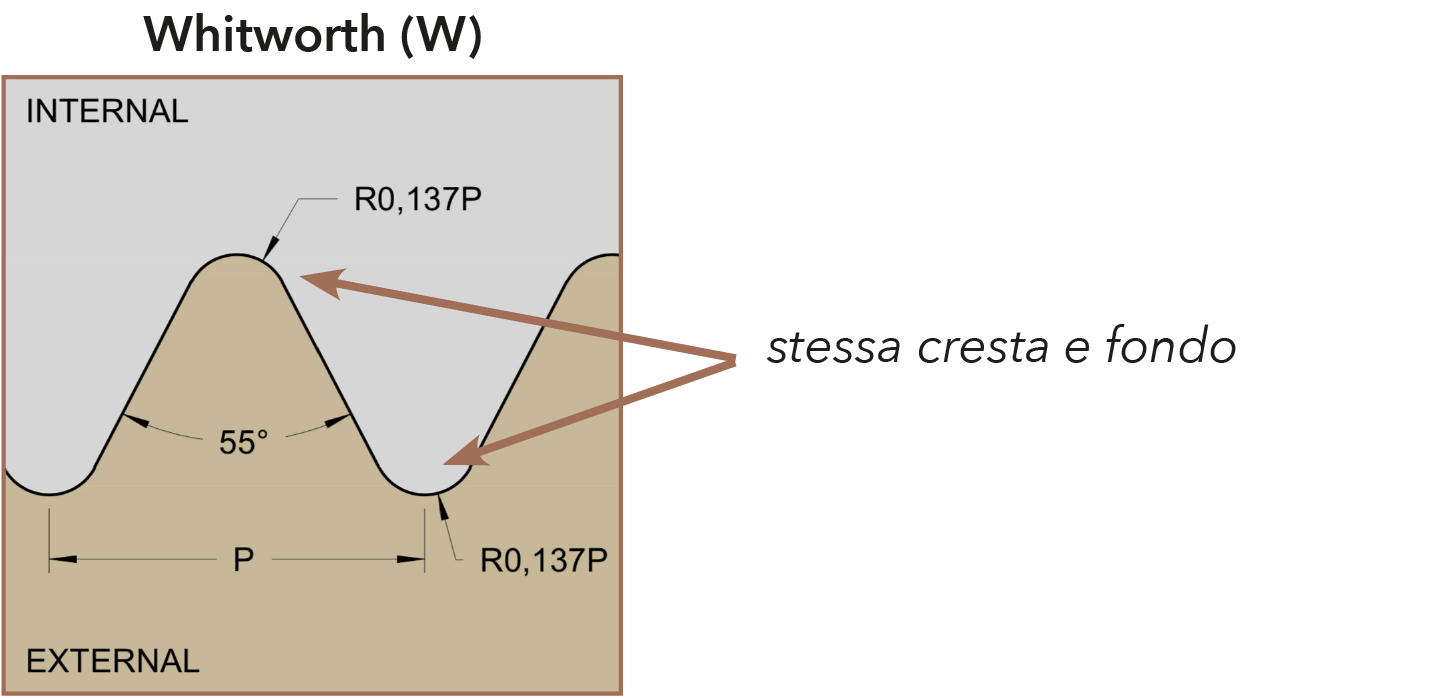
Come si fresano i filetti sinistri?
Utilizzare l’utensile standard per filettature destre, ma invece di programmare l’utensile su un passo, programmarlo su un passo basso.

Fresatura concorde, senso antiorario (G03)
Come operare la fresatura dei filetti per ottenere un inserto filettato? (elicoidale e simili)
Usa lo stesso strumento del filo finito. L’unica cosa che devi fare è fresare un diametro maggiore e quindi inserire l’inserto filettato.
Come sapere se ho bisogno di W o BSPT?
Whitworth è un profilo utilizzato principalmente per filettature di tubi. Quando è una filettatura dritta è W e quando è conica BSPT.
Filetto G → W
Filetto Rp → W
Filetto Rc → BSPT
Filetto R → BSPT
Per ulteriori informazioni, scarica le designazioni delle filettature standard British Standard Pipe (BSP)
G/R – British Standard Pipe Thread (PDF)⬇︎
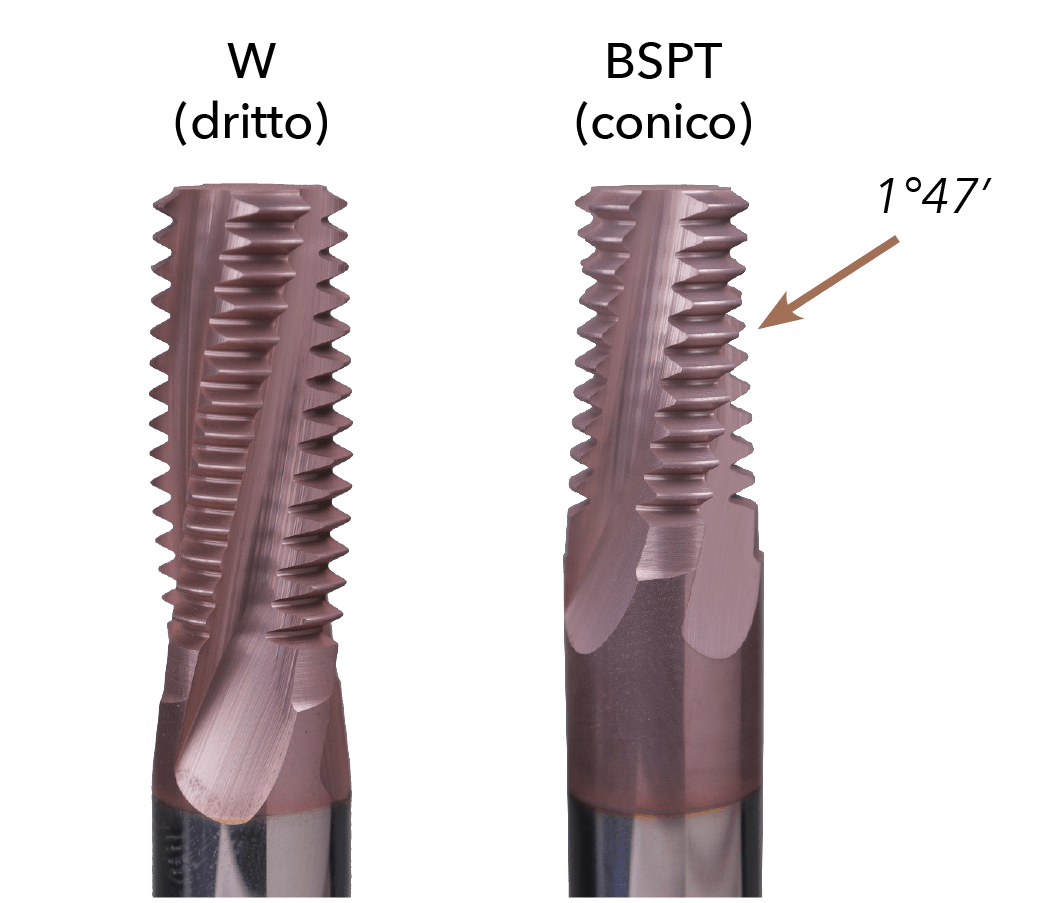
Quando il filetto è diritto è W e quando è conico BSPT.
Qual è la differenza tra NPT, NPTF e NPSF?
NPT e NPTF sono filetti conici. NPSF è un filetto dritto.
Possono verificarsi perdite sulle filettature NPT, il che significa che è necessario utilizzare un nastro sigillante per filetti o un altro sigillante specifico per ottenere una filettatura senza perdite.
Per risolvere il problema delle perdite, è stato sviluppato NPTF. Questo filetto crea un contatto completo tra la filettatura esterna e interna e si adatta a pressione. Non è necessario nessun altro prodotto per la sigillatura.
Un’altra variante del sigillo a secco è NPSF che viene utilizzato per le filettature interne ed è realizzato per adattarsi a una filettatura NPTF esterna.

Devo preforare un foro conico prima della filettatura?
Non è necessario, ma lo consigliamo vivamente in quanto vi sono due vantaggi principali della fresatura di un foro conico prima della filettatura.
1. Maggiore durata (dell’utensile) della fresa a filettare.
2. Tempi di lavorazione ridotti.
Senza preforatura è necessario eseguire la filettatura in uno o due passaggi extra e ridurre l’avanzamento, altrimenti si distruggerà l’utensile poiché la cresta è molto piccola su filettature NPT e NPTF.
↪︎Frese Cilindriche per NPT/NPTF/BSPT
La prefresatura di fori conici comporta una maggiore durata dell’utensile e tempi di lavorazione più brevi.
Posso creare un thread NPSM con strumenti standard?
Si è possibile. Contatta SmiCut e ti consiglieremo gli strumenti adatti.
Posso realizzare una filettatura UNJ con una fresa per filettare UN?
Sì, puoi se si tratta di una filettatura interna, ma prima devi forare al diametro corretto perché la fresa non supera la filettatura quando usi una fresa UN per realizzare una filettatura UNJ.
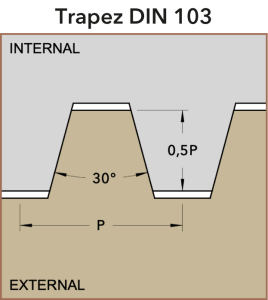
Perché non esistono frese a filettare standard per filettature trapezoidali?
Il problema con le filettature trapezoidali è che il profilo è di soli 30° e il passo è spesso grande rispetto al diametro. Ciò significa che si ottiene una deviazione relativamente grande nel profilo durante la fresatura del filetto. Vedi la domanda Come scelgo il diametro corretto della fresa per filettare?
In molti casi è possibile modificare il profilo dell’utensile in modo che il filetto possa essere fresato, ma poiché dipende da diversi fattori, SmiCut adatta l’utensile al filetto specifico. Contatta SmiCut se vuoi sapere se è possibile fresare il tuo filetto e poi avere un preventivo per utensili speciali.