

We often get questions about threading and our tools. Click on the links below to quickly get the answer to your question.
If the question is not here, email us at info@smicut.se and we will do our best to help you.
General questions about thread milling
- What are the advantages of thread milling?
- Do I have to chamfer the thread?
- How do I choose the correct thread mill diameter?
- Is it possible to get the first thread within tolerance?
- How do I get the correct thread diameter?
- Is the thread mill worn out when it loses tolerance?
- How do I get a burr-free thread?
- Is it possible to have the thread deburred on both sides?
- Where can I find cutting data and CNC program for thread milling?
- Can I regrind solid carbide thread mills?
- Do you have 3D STEP files?
- What should I do if the thread length is longer than the cutting length of the thread mill?
Questions about different types of thread mills
Questions about different threads and thread profiles
- Is it possible to use the same thread mill for internal and external threads?
- How do I mill left-hand threads?
- How do I mill a thread for a thread insert? (helicoil and similar)
- How do I know if I need W or BSPT?
- What is the difference between NPT, NPTF and NPSF?
- Do I need to pre-mill a tapered hole before threading?
- Can I make a NPSM thread with standard tools?
- Can I make a UNJ thread with a UN thread mill?
- Why are there no standard thread mills for trapezoidal threads?
Links
What are the advantages of thread milling?
Read 14 advantages of thread milling in the following article.
↪︎ Why choose Thread Milling instead of Tapping?
Do I have to chamfer the thread?
The answer is yes if it is on the drawing and you do not have the authority to change it.
In practical terms, it is not necessary as the thread mills from SmiCut (ThreadBurr) deburr the entrance of the thread in the same operation as it is milling the thread.
First choice is, try to avoid the unnecessary chamfering operation. Second choice is, use NF-tools to make the chamfer and the thread with the same tool.
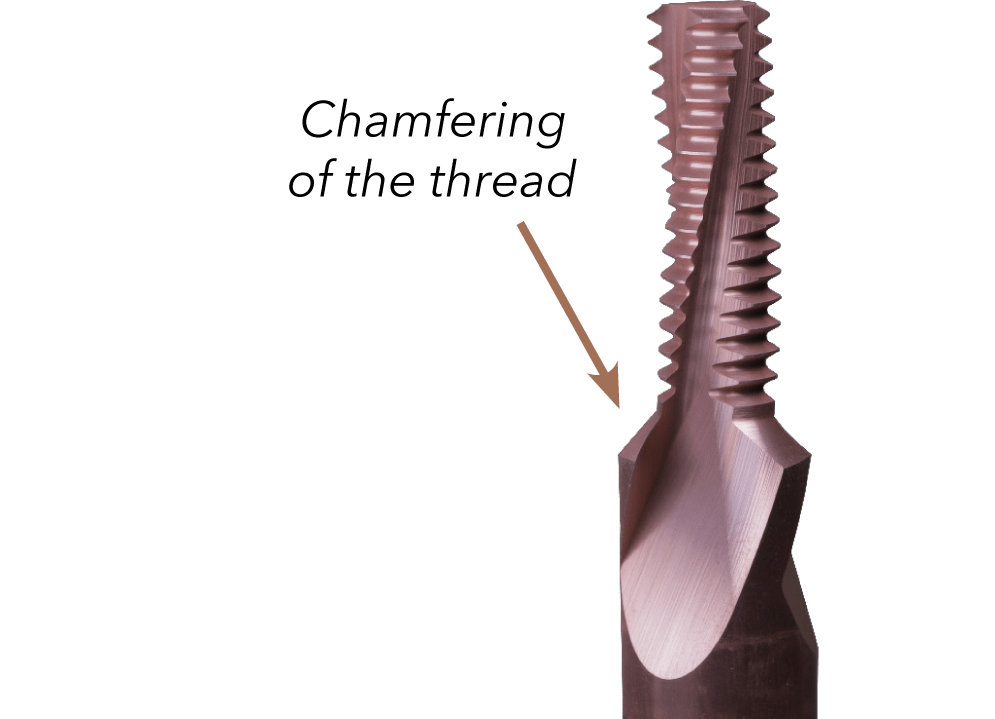
With NF thread mills you can make the chamfering and the thread with the same tool.
How do I choose the correct thread mill diameter?
When thread milling, the diameter of the tool has to be smaller than the thread diameter. The reason for this is that the thread has a helix angle, but the tool is straight. If the tool is too big there will be a deviation on the thread profile. The size of this deviation depends on several parameters.
- Thread diameter
- Cutter diameter
- Profile angle
- Pitch
Big cutter diameter compared with thread diameter, small profile angle and big pitch. These are parameters that gives bigger deviation.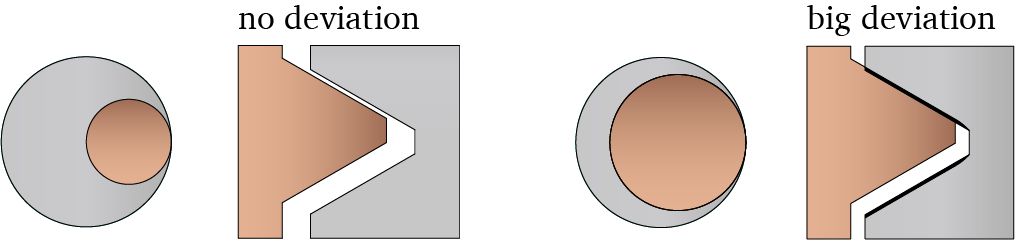
There are three ways to help you choose the correct thread mill diameter.
Is it possible to get the first thread within tolerance?
Yes, if you program the diameter measurement that is laser marked on the thread mill and the outer diameter of the thread, then the thread will be in tolerance.
How do I get the correct thread diameter?
The pitch diameter has become optically measured on thread mills from SmiCut and the theoretical external diameter has been individually laser marked on each cutter. This diameter is what you should use in your program to get a correct diameter on your thread.
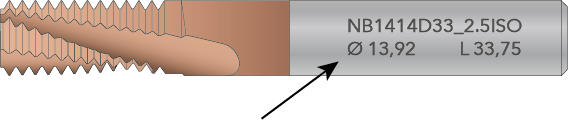
The theoretical external diameter is laser marked
For coarse threads you are normally in the middle of the tolerance if you use the laser marked value.
Fine threads may be a little bit tight as you get a very small thread profile deviation on these threads (se previous question). If this is the case you can mill again after adjusting the diameter in your program.
Is the thread mill worn out when it loses tolerance?
No, you can adjust the diameter in the CNC program and continue to produce many more threads.
How do I get a burr-free thread?
Thread Mills from SmiCut (ThreadBurr) will give you a nice entry and a burr free thread. The cutting length is laser marked on the tool and you can find it as well in the catalogue. This is the distance you should go in to the hole from the surface to get a perfect entry.
↪︎ThreadBurr – Solid Carbide Thread Mills

Is it possible to have the thread deburred on both sides?
Yes, but only with specially made thread mills as the cutting length must be correlated to the thickness of the material.
↪︎Thread Milling with Double ThreadBurr
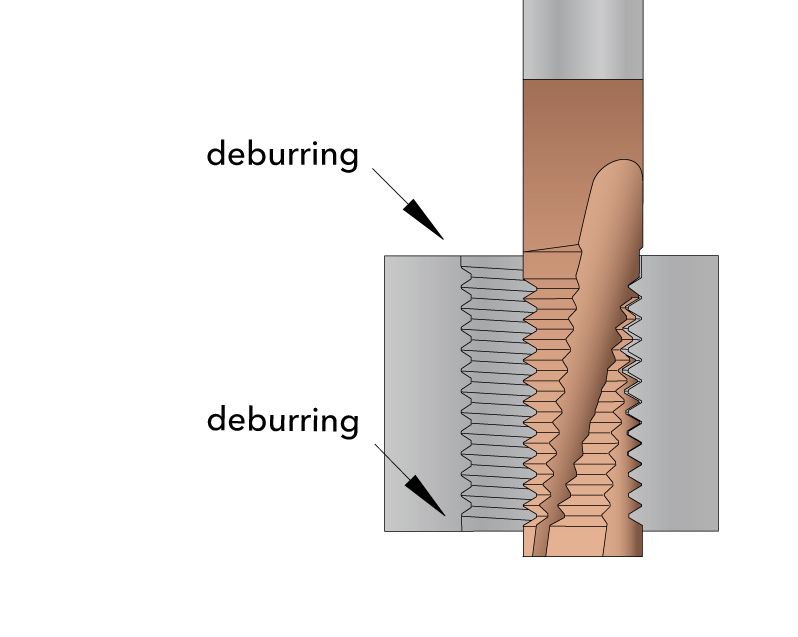
Double ThreadBurr removes the burr on the top and the back of the thread.
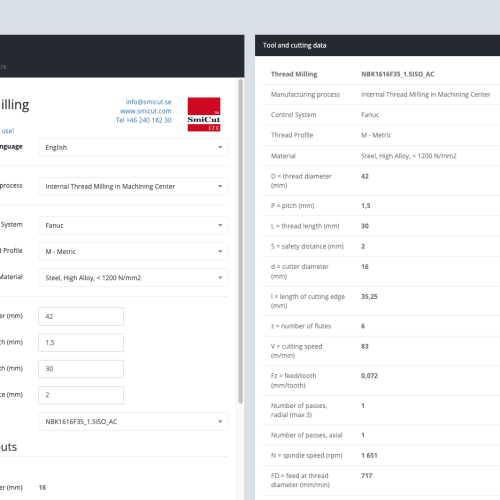
Where can I find cutting data and CNC program for thread milling?
The easiest way is to use our software SmiProg. It is available both online and as an excel file you download.
There is also valuable technical information on the technical pages of our catalogues.
↪︎SmiProg – Software for Thread Milling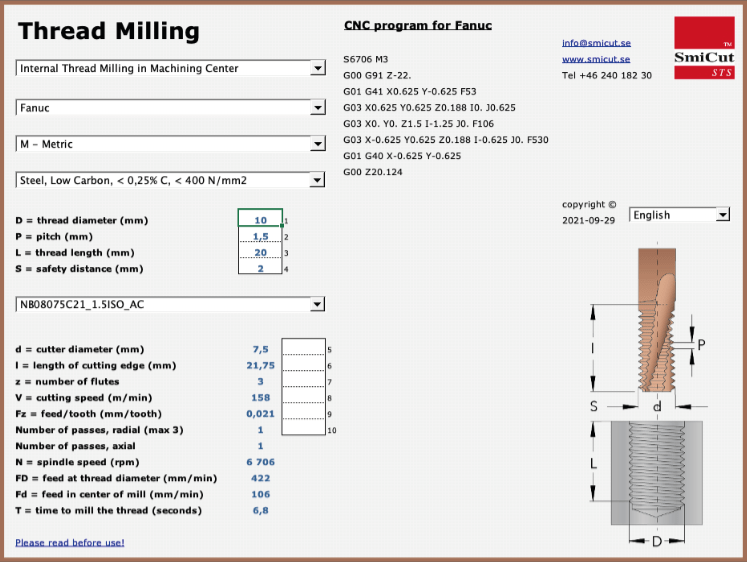
Can I regrind solid carbide thread mills?
Yes, it is a good option for thread mills with Ø12 and larger. Normally, a cutter is reground at least 2-3 times. To get a longer service life and enable more regrinds, you should replace the cutter before it is excessively worn.
It is also possible to resharpen a thread mill where a tooth is broken. If all teeth at the same height are broken, however, the cutter must be discarded or cut off and a shorter cutter accepted.
Do you have 3D STEP files?
Yes, we have CAD drawings of our solid carbide thread mills in STEP format. They are made for use with CAD/CAM systems.
↪︎CAD Drawings of Thread Mills
NB0403C7_0.7ISO_AC as a simplified 3D CAD-drawing
What should I do if the thread length is longer than the cutting length of the thread mill?
If there are no sufficiently long thread mills available, one can grind a waist on the tool. SmiCut modifies the standard tool in 1-2 days at a reasonable cost.
During milling, two axial passes are made and for really long threads, three passes. To create a CNC program for this, you can use SmiProg.
Does SmiCut manufacture special thread mills?
Yes, and delivery time is normally 2-3 weeks for a coated thread mill. The price depends on the number. More thread mills results in a lower price. A normal quotation is for 2, 3, 5 and 10 pcs.
Should I choose a solid thread mill or an indexable thread mill?
The solid thread mill is for the most part the best option.
Solid Thread Mill
- The processing time is extremely much shorter because the tool has more cutting edges, has the complete cutting edge length, is spiral fluted and is made of solid carbide. The solid thread mill is often about 10 times faster than the indexable thread mill.
- The tool cost per thread is mostly lower than the indexable thread mill due to the shorter machine time and the fact that the tools can be regrinded.
- The total cost is always lower than the indexable thread mill if you count machine time and tool cost.

Indexable Thread Mill
- The indexable thread mill has the advantage that you can have inserts with different pitches and profiles on the same cutter body. Therefore, this can be an alternative if you are only going to make single threads on larger diameters.
When should I choose a thread mill with internal coolant?
Most people use tools without coolant as the price is lower and it is possible to use external coolant with these tools. The carbide is solid to the center of the tool, making it a stronger tool with less risk for breakage.
In some cases when you have problems with chips you may want to use a tool with internal coolant as these tools gets the coolant where you exactly want it and with higher pressure.

Internal Axial Coolant (NBK) is most suitable for blind holes.

Internal Radial Coolant (NBT) is most suitable for through holes.
When should I use thread mills with two teeth?
The first choice for thread milling is always ThreadBurr, NB- tools. They have the full thread length and deburr the entrance of the thread in the same operation.
In some cases when it is difficult to achieve good results, the NM-tools with Two Teeth can be a solution as the cutting forces are lower. For example, long threads and materials that are difficult to machine.
With NM-tools you make several passes axially instead of one, even so the machining time will not be so much longer as you can increase the feed and the tool has more flutes then the NB-tools.

Thread Mills with two teeth’s can be a good solution for long threads and difficult materials
Partial Profile vs Full Profile
With a Partial Profile tool it is possible to do different pitches and profiles as the tool only has One Tooth and a profile that is designed to suite several threads.
Some producers make these tools with a very small crest and large profile height to be able to do as many different threads as possible. The disadvantage with this is that the crest will be fragile and the tool diameter small which result in short tool life and tool breakage. Because of this SmiCut produce the Partial Profile thread mills with a more limited area of use.
Full Profile tools will make a thread with higher quality and with these tools it is not so important to drill the exactly correct diameter before threading. Full Profile tools are recommended as first choice.
One Tooth vs Two Teeth
One Tooth has lower cutting forces and Two teeth has longer tool life.
One Tooth is mainly used for extremely small threads and when Two Teeth is not available, for example UN profiles. Two Teeth tools are recommended as first choice.

Thread Mills with one tooth is mainly used for extremely small threads
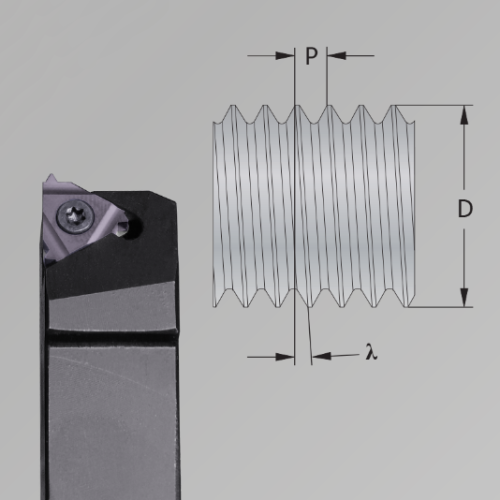
Is it possible to use the same thread mill for internal and external threads?
You can not use internal thread mills for external threads when threading Metrical (M) and Unified (UN) threads. They have different profile for internal and external. The internal thread has a bigger crest than root and for the external thread it is the opposite, the root is bigger than the crest.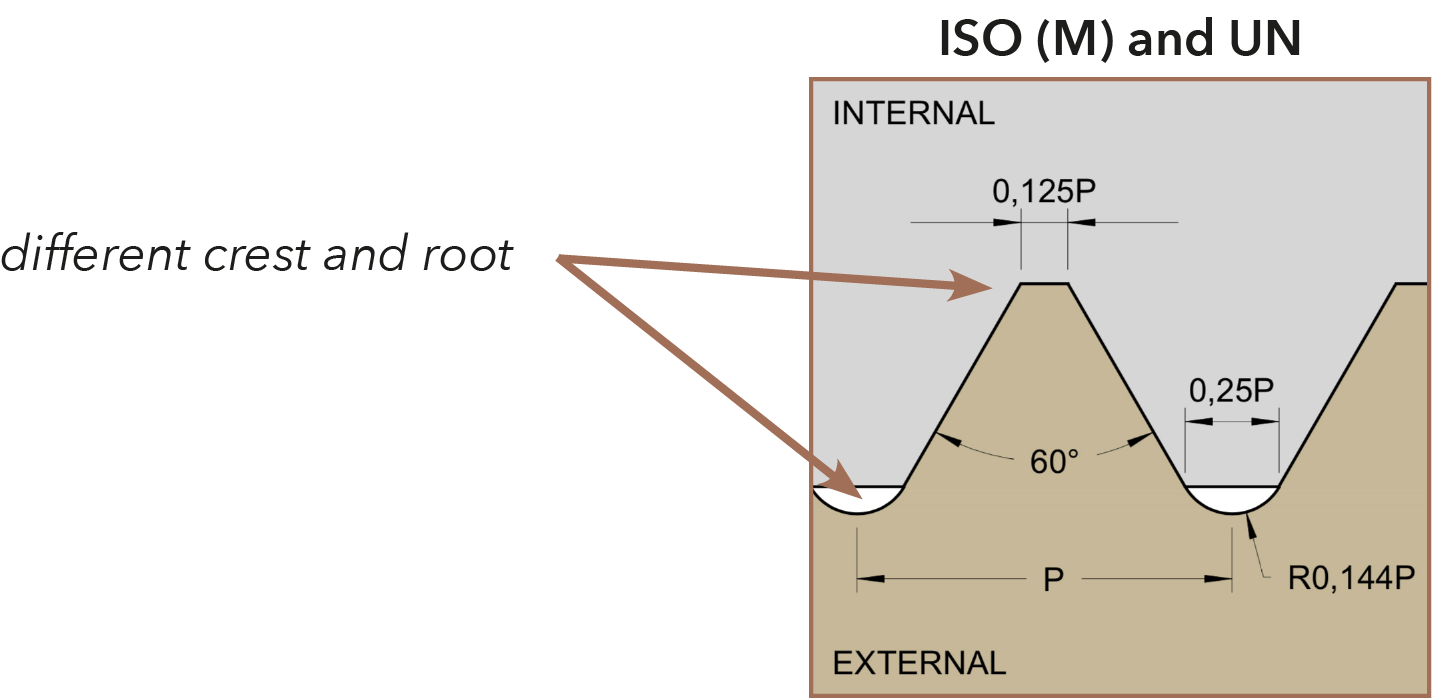
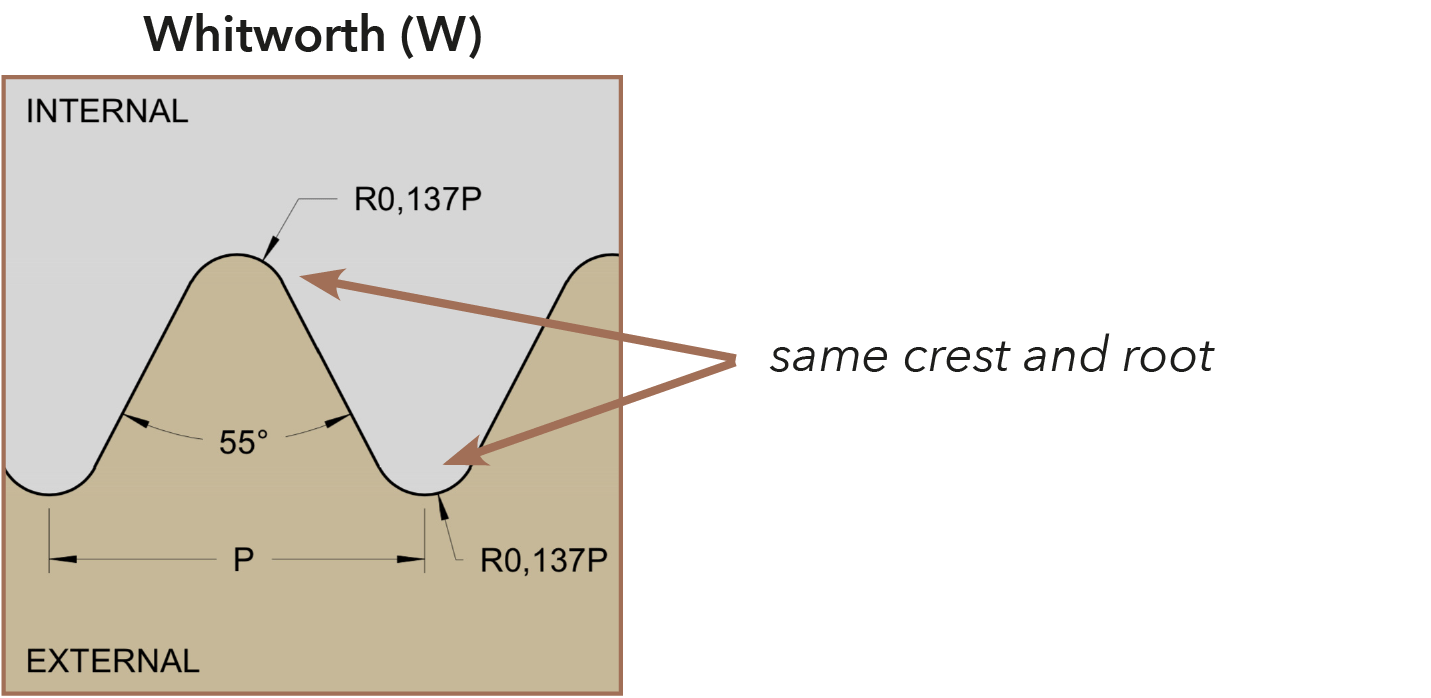
Profiles such as W, BSPT, PG, NPT, NPTF and NPSF has the same crest as root and because of this it is possible for these profiles to use the same thread mill for internal and external threads.
How do I mill left-hand threads?
Use the standard tool for right-hand threads, but instead of programming the tool up a pitch, program it down a pitch.
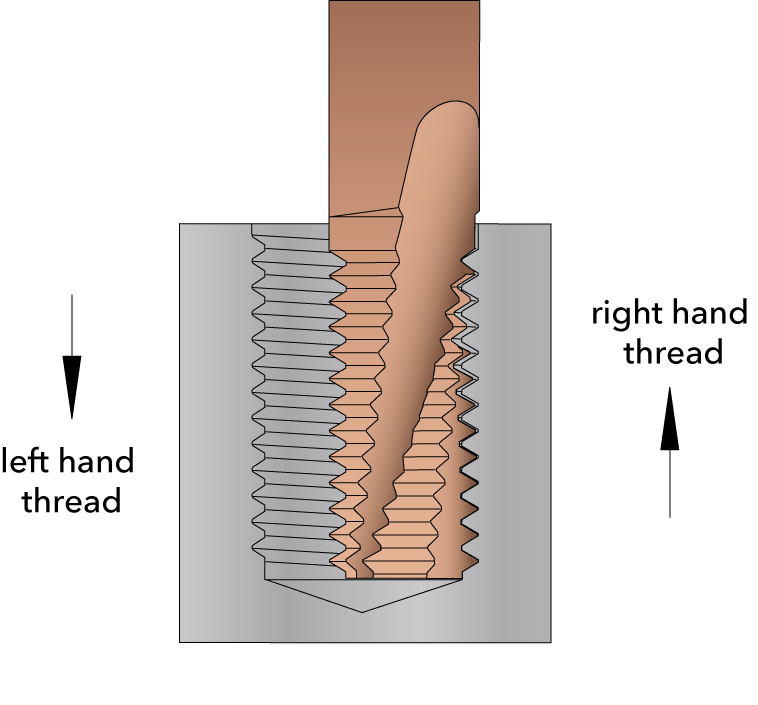
Climb Milling, Counter Clockwise (G03)
How do I mill a thread for a thread insert? (helicoil and similar)
Use the same tool as for the finished thread. The only thing you have to do is mill a larger diameter and then insert the thread insert.
How do I know if I need W or BSPT?
Whitworth is a profile that is mainly used for pipe threads. When it is a straight thread it is W and when it is tapered BSPT.
G thread → W
Rp thread → W
Rc thread → BSPT
R thread → BSPT
Download British Standard Pipe Thread designations for more information.
G/R – British Standard Pipe Thread (PDF)⬇︎
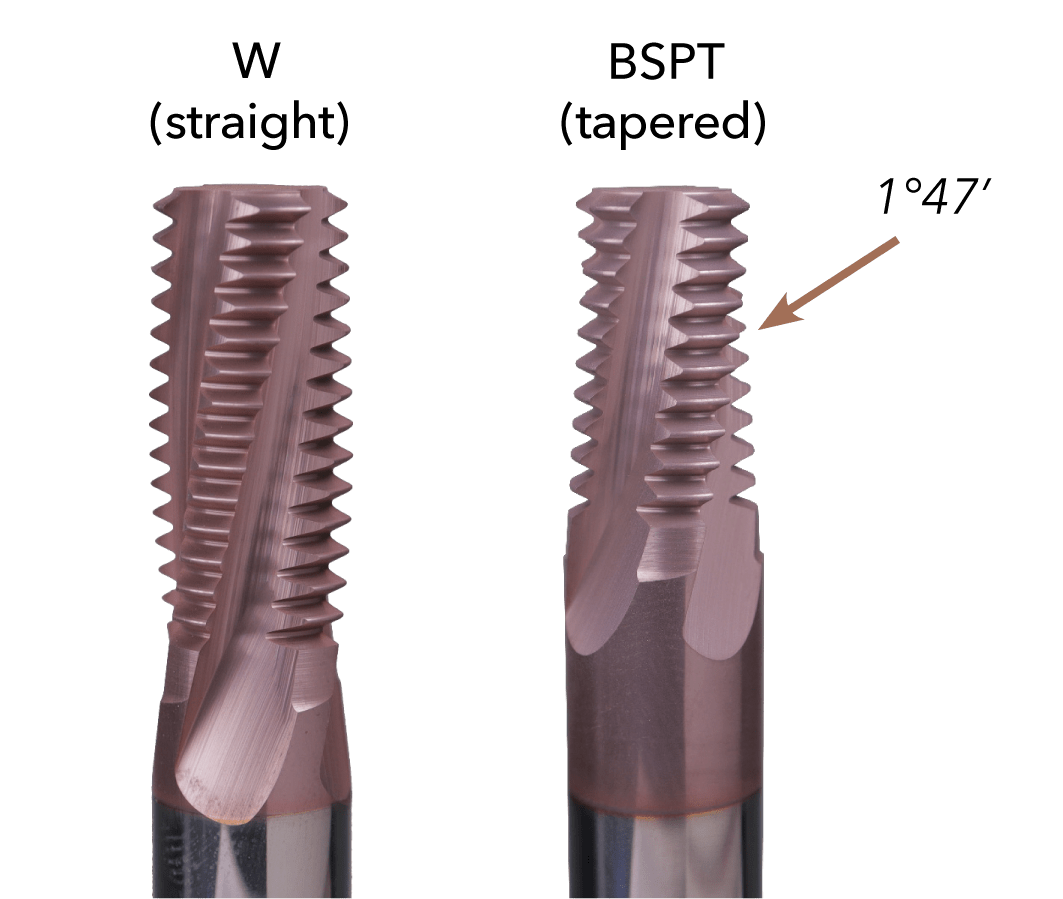
When it is a straight thread it is W and when it is tapered BSPT.
What is the difference between NPT, NPTF and NPSF?
NPT and NPTF are tapered threads. NPSF is a straight thread.
Leakage can occur on NPT threads which means that a thread seal tape or other thread sealant has to be used to get a leak-free thread.
To solve the problem of leakage, NPTF has been developed. This thread create full contact between the external and internal thread and will make a press fit. No other product for sealing is needed.
Another variation of dryseal is NPSF which is used for internal threads and is made to fit an external NPTF thread.
Do I need to pre-mill a tapered hole before threading?
It is not necessary, but we strongly recommend it as there are two major advantages of premilling a tapered hole before threading.
1. Longer tool life of the thread mill.
2. Shorter machining time.
Without pre-milling you have to make the thread in one or two extra passes and reduce the feed, otherwise you will destroy the tool as the crest is very small on NPT and NPTF threads.
↪︎Tapered End Mills for NPT/NPTF/BSPT
Pre milling of conical holes result in longer tool life and shorter machining time
Can I make a NPSM thread with standard tools?
Yes it’s possible. Contact SmiCut and we will recommend suitable tools.
Can I make a UNJ thread with a UN thread mill?
Yes you can if it’s an internal thread, but first you have to drill to the correct diameter because the cutter doesn’t top the thread when you use a UN cutter to make a UNJ thread.
Why are there no standard thread mills for trapezoidal threads?
The problem with the trapezoidal threads is that the profile is only 30° and the pitch is often large in relation to the diameter. This means that you get a relatively big deviation in the profile when milling the thread. See the question How do I choose the correct thread mill diameter?
In many cases it is possible to modify the profile of the tool so that the thread can be milled, but since it depends on several factors, SmiCut adapts the tool to the specific thread. Contact SmiCut if you want to know if it is possible to mill your thread and then get a quote for special tools.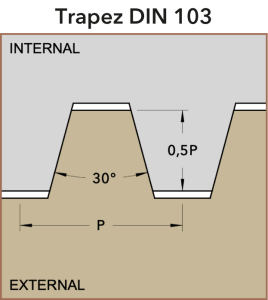









Connect with us!
Distributors Wanted
We are actively seeking distributors to expand the reach of our tools and strengthen the SmiCut brand. Contact us for detailed information about our sales terms, price lists, and more. In addition, we have a multitude of helpful resources to facilitate the sale of our products.
Learn more about our sales terms that could help you expand your business with our high-quality cutting tools.
For End Users
We deliver our tools to end users all around the world. In some regions, we have strong partnerships with local dealers. If we don’t have a suitable dealer in your region, we are happy to sell directly to you.
Please contact us for quotes on the tools that interest you. Payment can be made through international bank transfers or PayPal, which allows for same-day delivery.