Gyakran kapunk kérdéseket a menetkészítéssel és szerszámainkkal kapcsolatban. Kattints az alábbi linkekre, hogy gyorsan választ kapjon kérdésére.
Ha nem találod itt a kérdésed, küldj e-mailt az info@smicut.se címre és igyekezni fogunk segíteni.
Általános kérdések menetmarásról
- Milyen előnyei vannak a menetmarásnak?
- Kell-e kúpsüllyesztés a menethez?
- Hogyan válasszam meg a helyes menetmaró átmérőt?
- Lehet-e az első menetet tűrésen belül elkészíteni?
- Hogy kapok korrekt menet-átmérőt?
- Elkopott a maró, ha már nem tartja a tűrést?
- Hogy kapok sorja mentes menetet?
- Lehet mindkét oldalon sorja mentes menetet készíteni?
- Hol találok forgácsolási adatot és CNC programot menetmaráshoz?
- Újra tudom élezni a keményfém menetmarót?
- Vannak Önöknek 3D STEP fáljaik
Kérdések különböző menetekről és menetprofilokról
- Lehet ugyanazt a menetmarót használni belső és külső menethez?
- Hogyan marjak balos menetet?
- Hogy marjak menetet egy menet betéthez? (helicoil és hasonló)
- Honnan tudom, hogy W vagy BSPT kell nekem?
- Mi a különbség a az NPT, NPTF és NPSF között?
- Elő kell marnom a kúpos furatot menetmarás előtt?
- Standard szerszámmal lehet NPSM menetet készíteni?
- Lehet UNJ menetet készíteni UN menetmaróval?
- Miért nincs standard maró trapézmenethez?
Linkek
Milyen előnyei vannak a menetmarásnak?
Olvasd el a menetmarás 14 előnyét a következő cikkben.
↪︎Miért válasszunk menetmarást menetfúrás helyett?
Kell-e kúpsüllyesztés a menethez?
A válasz igen, ha a rajzon van és nincs jogod megváltoztatni.
Gyakorlatilag nem kell, mert a SmiCut (ThreadBurr) menetmaró lesorjázza a menet elejét a menetmarással egy műveletben.
Ha lehet, próbáld elkerülni a felesleges kúpsüllyesztést. Ha nem lehet, használd az NF típusú marót, amely a süllyesztést a menettel egy műveletben csinálja.

Az NF menetmaróval a kúpsüllyesztés és a menet azonos szerszámmal készül.
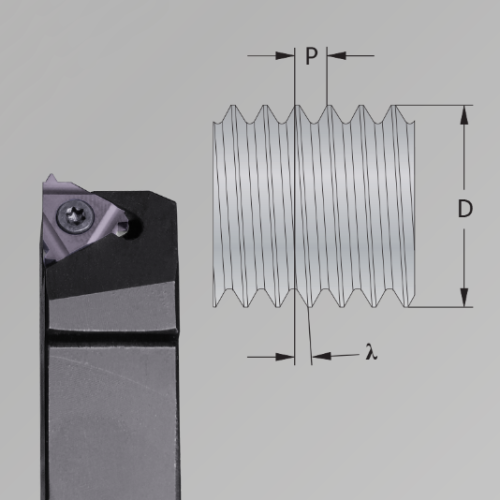
Hogyan válasszam meg a helyes menetmaró átmérőt?
Menetmarásnál a szerszám átmérőjének kisebbnek kell lennie a menet átmérőjénél. Ennek az az oka, hogy a menetnek van egy emelkedési szöge, a marónak nincs. Ha szerszám túl nagy, akkor a menetprofil eltorzul. Ennek a torzulásnak a mértéke számos paramétertől függ.
- Menet átmérő
- Maró átmérő
- Profilszög
- Menetemelkedés
Nagy maró-átmérő a menet-átmérőhöz képest, kis profilszög és nagy menetemelkedés. Ezek a paraméterek adják a nagyobb torzulást.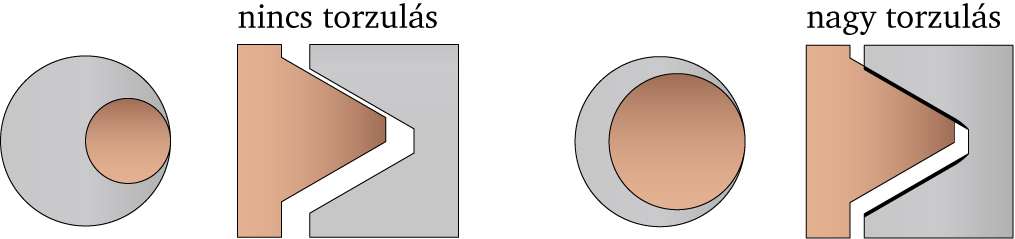 Három módja van a helyes maró-átmérő megválasztásának.
Három módja van a helyes maró-átmérő megválasztásának.
Lehet-e az első menetet tűrésen belül elkészíteni?
Igen, ha beírja a programba a menetmarón lézer-gravírozással feltüntetett átmérő-értéket és a menet külső átmérőjét, akkor tűrésen belüli menetet fog kapni.
Hogy kapok korrekt menet-átmérőt?
A menet közép-átmérőjét a SmiCut optikailag beméri és az elméleti külső átmérőt egyedi lézer-gravírozással ráírja minden egyes maróra. Ezt az átmérőt kell beírnia CNC programba ahhoz, hogy korrekt menet-átmérőt kapjon.
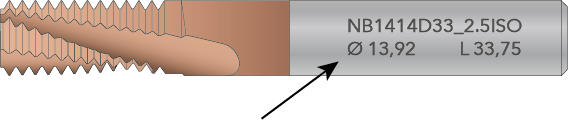
Elméleti külső átmérő lézer-gravírozva
Normál meneteknél általában a tűrésmező közepén leszünk, ha a lézer-gravírozott értéket használjuk.
Finom-meneteknél előfordulhat egy kis menetprofil torzulás (lásd az előző kérdést). Ebben az esetben korrigálja az átmérőt a programban és végezze el újból a marást.
Elkopott a maró, ha már nem tartja a tűrést?
Nem, korrigálhatja az átmérőt a CNC programban és folytathatja a munkát.
Hogy kapok sorja mentes menetet?
A SmiCut (ThreadBurr) menetmarók megfelelő bekezdést és sorja mentes menetet adnak. A dolgozó hossz rá van írva lézerrel a szerszámra és a katalógusban is szerepel. Ez az a távolság, amennyire be kell a furatba a felülettől számítva ahhoz, hogy megfelelő bekezdést kapjon.
↪︎ThreadBurr – keményfém menetmarók

Lehet mindkét oldalon sorja mentes menetet készíteni?
Igen, de csak speciális menetmaróval, mert a dolgozó hosszt az anyag vastagságának megfelelően kell kialakítani.
↪︎Készítsen mindkét végén sorjázott menetet a dupla ThreadBurr-ral

A Double ThreadBurr a menet elején és végén is leveszi a sorját.
Hol találok forgácsolási adatot és CNC programot menetmaráshoz?
A legegyszerűbb a SmiProg szoftver használata. Elérhető online, vagy letölthető Excel formában.
Ezen kívül a katalógus műszaki oldalain is értékes információ van.
↪︎SmiProg – szoftver menetmaráshoz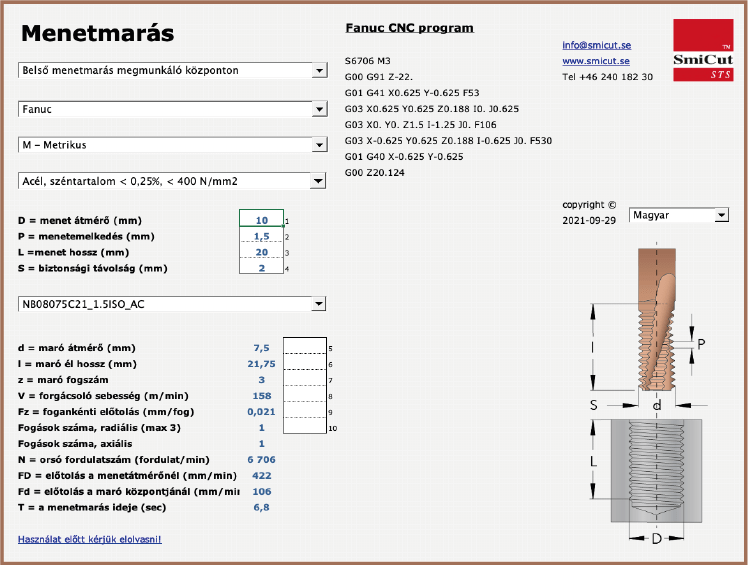
Újra tudom élezni a keményfém menetmarót?
Igen, ez egy jó megoldás Ø12 mm és nagyobb maróknál. Általában 2-3-szor lehet után élezni. Ahhoz, hogy hosszabb élettartamot kapjon több újraélezéssel, a teljes kopás előtt cserélni kell a marót.
Akkor is meg lehet élezni a marót, ha egy foga sérült. Ha viszont egy magasságban minden fog törött, akkor ki kell selejtezni, vagy levágni és egy rövidebb maróként használni.
Vannak Önöknek 3D STEP fáljaik
Igen, vannak CAD rajzaink a keményfém menetmarókról STEP formátumban. CAD/CAM rendszerekhez készültek.
NB0403C7_0.7ISO_AC egyszerűsített 3D CAD-rajza
Gyárt a SmiCat speciális menetmarókat?
Igen, és a szállítási idő általában 2-3 hét bevonatos maró esetén. Az ár a darabszámtól is függ. Több darabnál alacsonyabb az ár. Általában 2, 3, 5 és 10 darabra adunk ajánlatot.
Tömör keményfém, vagy váltólapkás menetmarót válasszak?
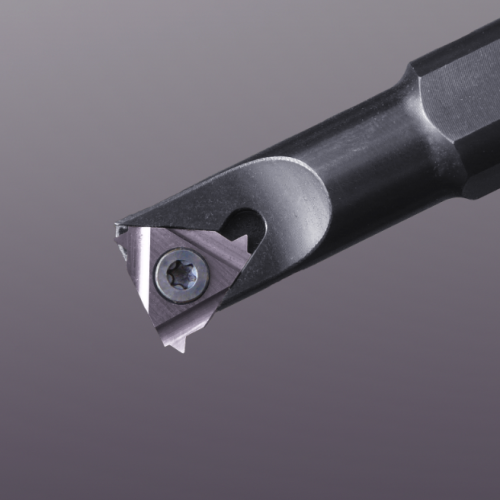
A tömör keményfém menetmaró a legjobb választás a legtöbb munkadarabhoz.
Tömör keményfémet.
- A műveleti idő sokkal rövidebb, mert a szerszámnak több forgácsoló éle van, a teljes hosszon dolgozik, csavart hornyú és tömör keményfém. A tömör keményfém maró néha 10-szer gyorsabb, mint a váltólapkás.
- Az egy menetre eső szerszámköltség általában alacsonyabb, mint a váltólapkás szerszámnál a rövidebb gépi idő és a szerszám után élezhetősége miatt.
- A teljes költség mindig alacsonyabb, mint a váltólapkás marónál, ha a gépidőt és a szerszámköltséget is számoljuk.

Váltólapkás menetmaró
- A váltólapkás menetmarónak az az előnye, hogy különböző menetemelkedésű lapkákat lehet kapni ugyanahhoz a szerszámtesthez. Így ez egy alternatíva lehet, ha egyedi meneteket kell készítenie nagy átmérőben.
Mikor válasszak belső hűtésű menetmarót?
A legtöbben belső hűtés nélküli szerszámot használnak, mert az ár alacsonyabb és ezekhez a marókhoz lehet külső hűtést használni. Ezen kívül középen erősebb a szerszám, kisebb a törésveszély.
Bizonyos esetekben, ha forgács-kihordási probléma lép fel, indokolt a belső hűtésű maró használata, mert a nagy nyomású hűtőfolyadék segíti a forgács eltávozását.

Axiális belső hűtés (NBK) zsákfuratokhoz

Radiális belső hűtés (NBT) átmenő furatokhoz
Mikor használjak kétfogú menetmarót?
Az első választás menetmaráshoz mindig a ThredBurr, NB szerszám legyen. Teljes menethosszon dolgozik és a bekezdésnél sorja mentesíti a menetet ugyanabban a műveletben.
Bizonyos esetekben, ha nehéz jó eredményt elérni, a kétfogú NM szerszám lehet a megoldás, mivel a forgácsoló erők kisebbek. Például hosszú menet és nehezen forgácsolható anyag esetén.
Az NM szerszámmal axiálisan több fogást kell venni egy helyett, de néha így sem lesz sokkal hosszabb a megmunkálási idő, mert az előtolást növelni lehet és a szerszámnak több éle van, mint az NB típusnak.

A kétfogú menetmaró jó megoldás lehet hosszú menetekhez és nehezen megmunkálható anyagokhoz.
Részprofil vagy teljes profil
A részprofilú szerszámmal különböző emelkedésű meneteket lehet marni, mivel csak egy foga van és a profil úgy van kialakítva, hogy többféle menethez alkalmas.
Bizonyos gyártók ezt a szerszámot nagyon kis menetgerinccel és nagy profilmagassággal készítik, hogy minél több menethez alkalmas legyen. Ennek hátránya, hogy a menetgerinc törékeny és az átmérő kicsi, ami rövidebb élettartamot és szerszámtörést eredményez. Ezért a SmiCut a részprofilt korlátozottabb felhasználásra gyártja.
A teljes profilú szerszámok jobb minőségű menetet készítenek és ezek nem igénylik a magméret pontos előmunkálását. Első választásként teljes profilú szerszámot ajánlunk.
Egyfogú vagy kétfogú
Az egyfogú kisebb forgácsoló erőt eredményez, a kétfogúnak nagyobb az élettartama.
Az egyfogút főleg nagyon kis meneteknél használják, ahol kétfogú nem létezik, például UN profilnál. Elsősorban a kétprofilú ajánlott.

Az egyfogú menetmarókat főleg a nagyon kis menetekhez használják.
Lehet ugyanazt a menetmarót használni belső és külső menethez?
Nem lehet használni belső menetmarót külső menethez a metrikus (M) és amerikai (UN) menetekhez. Különböző a belső és külső profiljuk. A belső menetnek nagyobb a menetgerince, mint a gyökere, a külsőnél fordítva van, a menetszelvénytő nagyobb, mint a menetgerinc.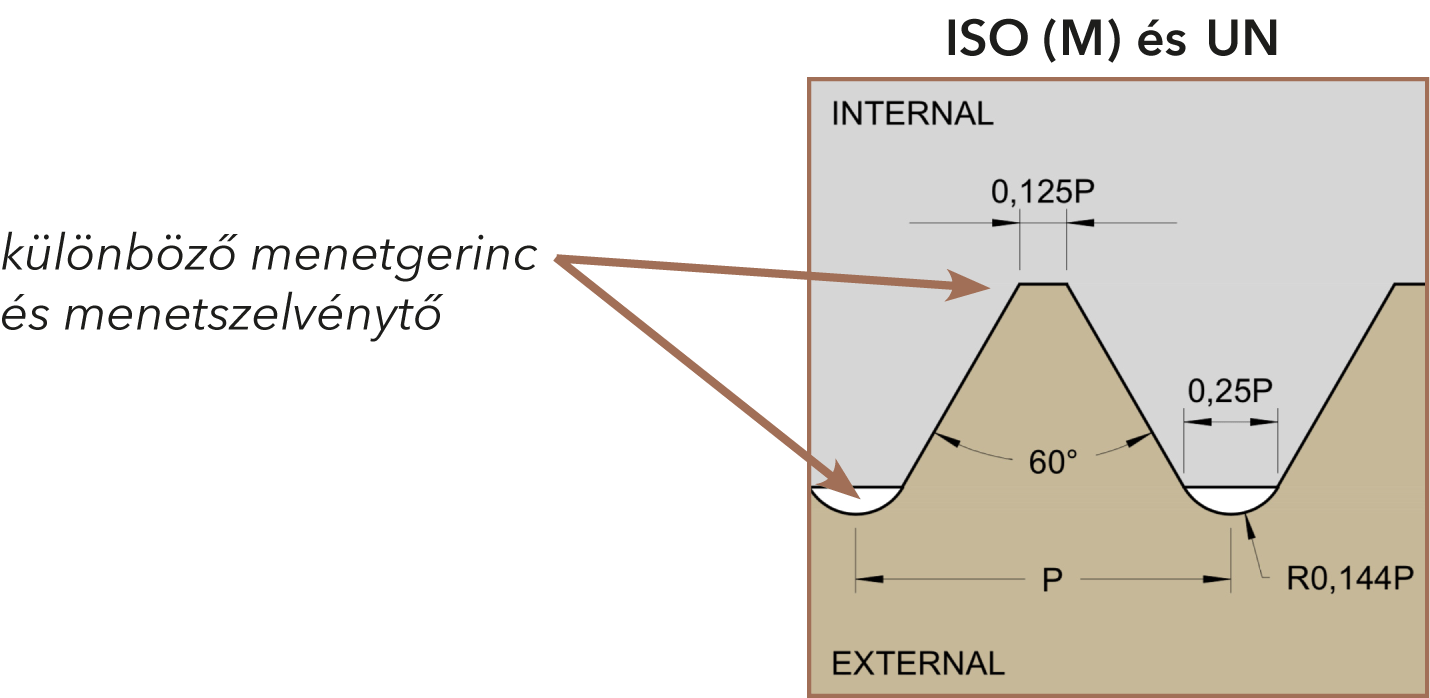 A W, BSPT, PG, NPT, NPTF és NPSF profiloknál a menetgerinc és a menetszelvénytő megegyezik, ezért ezeknél a profiloknál lehet használni ugyanazt a menetmarót belső és külső menethez.
A W, BSPT, PG, NPT, NPTF és NPSF profiloknál a menetgerinc és a menetszelvénytő megegyezik, ezért ezeknél a profiloknál lehet használni ugyanazt a menetmarót belső és külső menethez.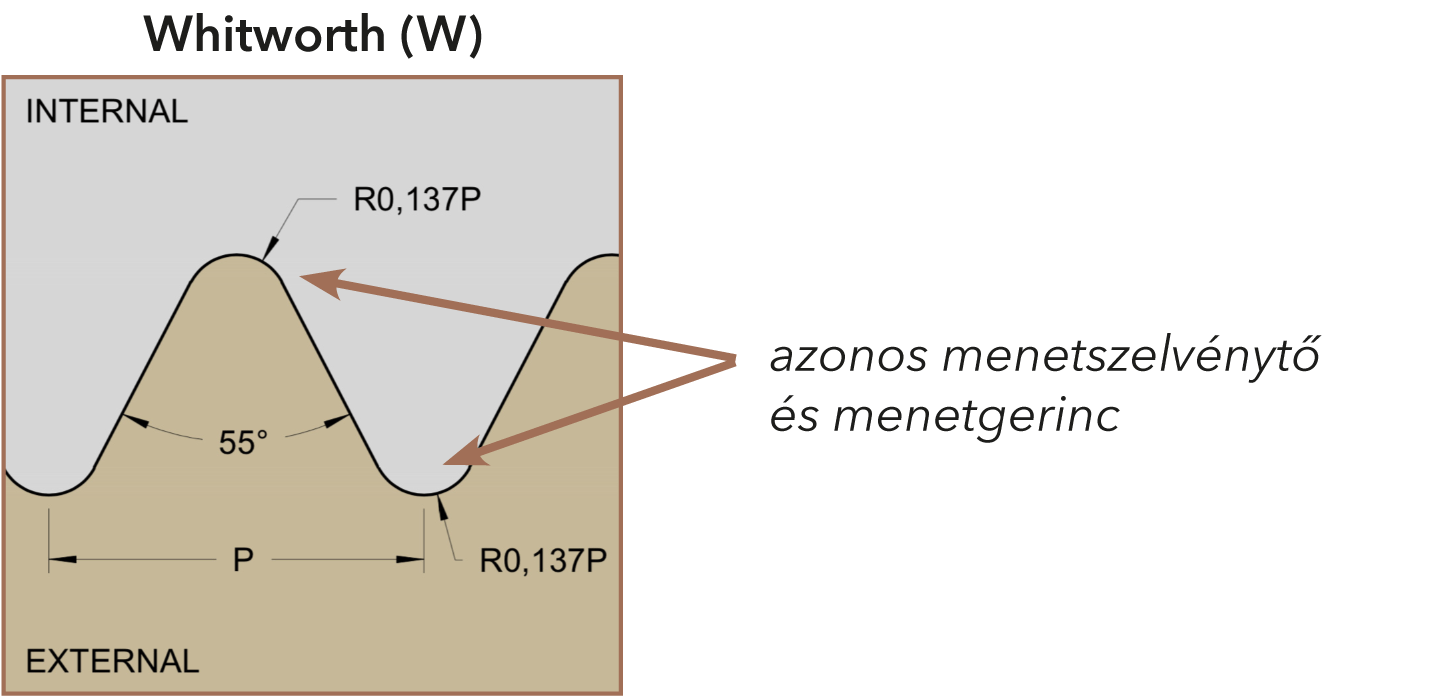
Hogyan marjak balos menetet?
Használja a jobbos menethez való standard szerszámot, de ne felfele programozzon egy menetemelkedést, hanem lefele.

Menet marás, az óramutatóval ellentétes irány (G03)
Hogy marjak menetet egy menet betéthez? (helicoil és hasonló)
Használja ugyanazt a szerszámot, mint a kész menethez. Az egyetlen dolog, hogy nagyobb átmérőt kell marnia és utána betenni a menet betétet.
Honnan tudom, hogy W vagy BSPT kell nekem?
A Whitworth profilt főleg csőmenethez használják. Ha hengeres a menet, akkor W, ha kúpos, akkor BSPT.
G menet → W
Rp menet → W
Rc menet → BSPT
R menet → BSPT
Töltse le a British Standard Pipe Thread jelöléseket további információért.
G/R – British Standard Pipe Thread (PDF)⬇︎
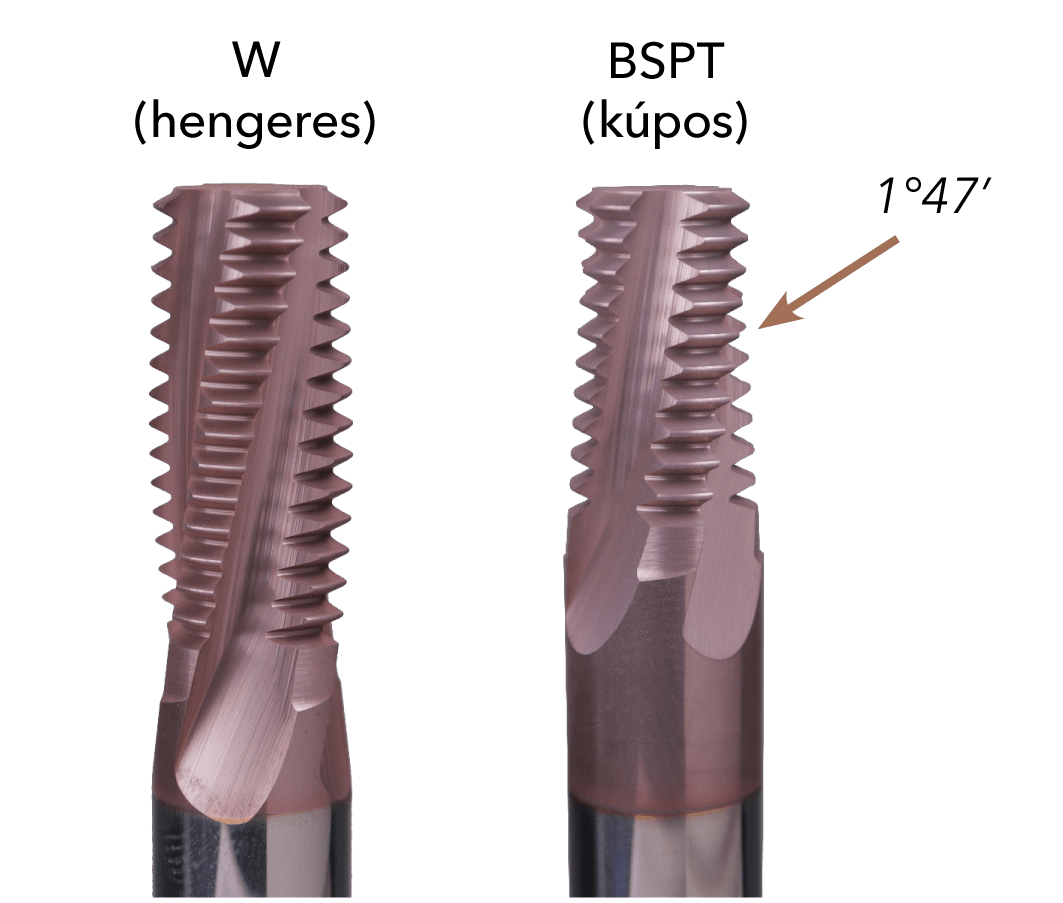
Ha hengeres a menet, akkor W, ha kúpos, akkor BSPT.
Mi a különbség a az NPT, NPTF és NPSF között?
Az NPT és NPTF kúpos menet. Az NPSF hengeres menet.
Az NPT menetnél szivárgás léphet fel, ami azt jelenti, hogy tömítő szalagot, vagy más tömítőanyagot kell használni a szivárgásmentes csatlakozáshoz.
A szivárgási probléma megoldására fejlesztették ki a az NPTF menetet. Ez a menet teljes kapcsolatot létesít a külső és belső menet között. Más tömítő anyag nem szükséges.
A száraz tömítés másik változata a NPSF, amelyet belső menethez használnak és egy külső NPTF menethez csatlakozik.

Elő kell marnom a kúpos furatot menetmarás előtt?
Nem szükséges, de erősen ajánljuk, mert a kúpos furat előmarásának két előnye van.
1. A menetmaró hosszabb élettartama
2. Rövidebb megmunkálási idő
Előmarás nélkül a menetet egy vagy két extra fogással kell kimarni és csökkenteni kell az előtolást, máskülönben megsérül a szerszám, mert az NPT és NPTF meneteknél a menetgerinc nagyon keskeny.
↪︎Kúpos menetmarók NPT/NPTF/BSPT menethez
A kúpos furat előmarása hosszabb szerszám élettartamot és rövidebb megmunkálási időt eredményez.
Standard szerszámmal lehet NPSM menetet készíteni?
Ige, lehet. Vegye fel a kapcsolatot a SmiCut céggel, ajánlani fogunk megfelelő szerszámot.
Lehet UNJ menetet készíteni UN menetmaróval?
Igen, lehet, ha belső menetről van szó, de először ki kell fúrni a megfelelő átmérőre, mert a maró nem készíti el a menetprofil tetejét, ha UN marót használunk UNJ menethez.
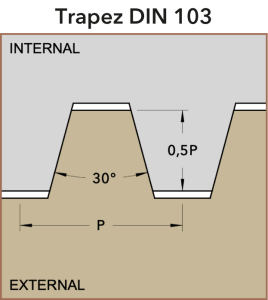
Miért nincs standard maró trapézmenethez?
A trapézmenettel az a probléma, hogy a profil csak 30° és a menetemelkedés gyakran nagy az átmérőhöz képest. Ez azt jelenti, hogy viszonylag nagy a profiltorzulás a menetmarásnál. Lásd a kérdést, hogy Hogyan válasszam meg a helyes menetmaró átmérőt?
Sok esetben lehet módosítani a szerszám profilját úgy, hogy marni lehessen, de mivel ez számos tényezőtől függ, a SmiCut a menethez igazítja a szerszámot. Vegye fel a kapcsolatot a SmiCut céggel, ha tudni akarja, hogy lehet-e marni egy adott menetet és kérje ajánlatunkat speciális szerszámra.