

Wir erhalten oft Fragen zum Gewindeschneiden und zu unseren Werkzeugen. Klicken Sie auf die nachstehenden Links, um schnell eine Antwort auf Ihre Frage zu erhalten.
Wenn Ihre Frage nicht dabei ist, senden Sie uns eine E-Mail an info@smicut.se und wir werden unser Bestes tun, um Ihnen weiterzuhelfen.
Allgemeine Fragen zum Gewindefräsen
- Was sind die Vorteile des Gewindefräsens?
- Muss das Gewinde angefast werden?
- Wie wird der richtige Gewindefräserdurchmesser bestimmt?
- Ist es möglich, gleich das erste Gewinde im Toleranzbereich zu fertigen?
- Wie erhält man den richtigen Gewindedurchmesser?
- Ist der Gewindefräser abgenutzt, wenn er an Toleranz verliert?
- Wie erhält man ein gratfreies Gewinde?
- Ist es möglich, das Gewinde auf beiden Seiten zu entgraten?
- Wo findet man die Schnittdaten und das CNC-Programm für das Gewindefräsen?
- Lassen sich Vollhartmetall-Gewindefräser nachschleifen?
- Bieten Sie auch 3D STEP-Dateien an?
Fragen zu den verschiedenen Arten von Gewindefräsern
- Stellt SmiCut auch Sondergewindefräser her?
- Was ist besser: Vollhartmetall-Gewindefräser oder Wendeplatten-Gewindefräser?
- Wann empfiehlt sich ein Gewindefräser mit Innenkühlung?
- Wann sind Gewindefräser mit zwei Zähnen zu verwenden?
- Teilprofil im Vergleich zu Vollprofil
- Werkzeuge mit einem Zahn oder zwei Zähnen
Fragen zu den verschiedenen Gewinden und Gewindeprofilen
- Ist es möglich, denselben Gewindefräser für Innen- und Außengewinde zu verwenden?
- Wie fräst man ein Linksgewinde?
- Wie wird ein Gewinde für einen Gewindeeinsatz gefräst? (Helicoil und ähnliche)
- Woher weiß man, ob ein W- oder BSPT-Gewinde erforderlich ist?
- Was ist der Unterschied zwischen NPT, NPTF und NPSF?
- Muss vor dem Gewindeschneiden ein konisches Loch vorgefräst werden?
- Kann ein NPSM-Gewinde mit Standardwerkzeugen hergestellt werden?
- Kann man ein UNJ-Gewinde mit einem UN-Gewindefräser herstellen?
- Warum gibt es keine Standard-Gewindefräser für Trapezgewinde?
Links
Was sind die Vorteile des Gewindefräsens?
Im folgenden Artikel werden 14 Vorteile des Gewindefräsens beschrieben.
↪Was spricht für das Gewindefräsen gegenüber dem Gewindebohren?
Muss das Gewinde angefast werden?
Die Antwort ist ja, wenn es auf der Zeichnung vorgegeben ist und Sie nicht die Befugnis haben, dies zu ändern.
In der Praxis ist das jedoch nicht notwendig, da die Gewindefräser von SmiCut (ThreadBurr) den Eingang des Gewindes im selben Arbeitsgang entgraten, in dem sie das Gewinde fräsen.
Versuchen Sie zunächst, das unnötige Anfasen zu vermeiden. Alternativ dazu steht Ihnen die Verwendung von NF-Werkzeugen zur Verfügung, um die Fase und das Gewinde mit demselben Werkzeug herzustellen.

Mit NF-Gewindefräsern können Sie die Fase und das Gewinde mit demselben Werkzeug herstellen.
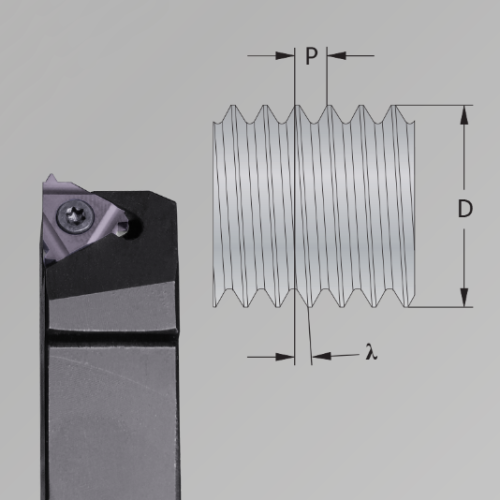
Wie wird der richtige Gewindefräserdurchmesser bestimmt?
Beim Gewindefräsen muss der Durchmesser des Werkzeugs kleiner sein als der Gewindedurchmesser. Der Grund dafür ist, dass das Gewinde einen Spiralwinkel aufweist, das Werkzeug aber gerade ist. Wenn das Werkzeug aber zu groß ist, kommt es zu einer Abweichung im Gewindeprofil. Wie groß diese Abweichung ist, hängt von verschiedenen Parametern ab.
- Gewindedurchmesser
- Gewindedurchmesser
- Profilwinkel
- Steigung
Großer Fräserdurchmesser im Vergleich zum Gewindedurchmesser, kleiner Profilwinkel und große Steigung. Dies sind Parameter, die eine größere Abweichung ergeben.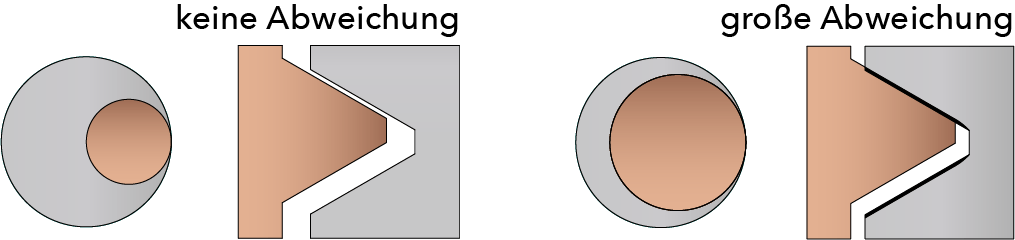
Bei der Wahl des richtigen Gewindefräserdurchmessers gibt es drei Möglichkeiten.
Ist es möglich, gleich das erste Gewinde im Toleranzbereich zu fertigen?
Ja, wenn man das Durchmessermaß, das mit dem Laser auf dem Gewindefräser markiert ist, und den Außendurchmesser des Gewindes programmiert, dann wird das Gewinde innerhalb der Toleranz gefertigt.
Wie erhält man den richtigen Gewindedurchmesser?
Der Steigungsdurchmesser wird bei den Gewindefräsern von SmiCut optisch gemessen und der theoretische Außendurchmesser wird auf jedem Fräser individuell per Laser markiert. Diesen Durchmesser sollten Sie in Ihrem Programm verwenden, um einen korrekten Durchmesser für Ihr Gewinde zu erhalten.
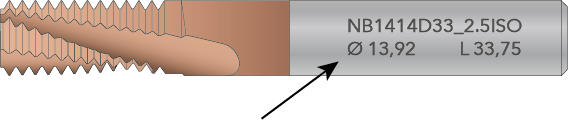
Der theoretische Außendurchmesser wird mit dem Laser markiert
Wenn man bei Grobgewinden den mit dem Laser markierten Wert verwendet, liegt man normalerweise in der Mitte der Toleranz.
Wenn man bei Grobgewinden den mit dem Laser markierten Wert verwendet, liegt man normalerweise in der Mitte der Toleranz.
Feingewinde können etwas enger sein, da bei diesen Gewinden eine sehr geringe Abweichung des Gewindeprofils auftritt (siehe vorherige Frage). In diesem Fall können Sie erneut fräsen, nachdem Sie den Durchmesser in Ihrem Programm angepasst haben.
Ist der Gewindefräser abgenutzt, wenn er an Toleranz verliert?
Nein, Sie können den Durchmesser im CNC-Programm anpassen und weiterhin viele weitere Gewinde herstellen.
Wie erhält man ein gratfreies Gewinde?
Gewindefräser von SmiCut (ThreadBurr) bieten Ihnen einen sauberen Eintritt und ein gratfreies Gewinde. Die Schnittlänge ist auf dem Werkzeug mit einer Lasermarkierung versehen und auch im Katalog angegeben. Dies ist der Abstand, der von der Oberfläche bis zum Loch gelten sollte, um einen perfekten Eintritt zu erhalten.
↪︎ThreadBurr – Vollhartmetall-Gewindefräser

Ist es möglich, das Gewinde auf beiden Seiten zu entgraten?
Ja, aber nur mit speziell angefertigten Gewindefräsern, da die Schnittlänge auf die Dicke des Materials abgestimmt sein muss.
↪︎Gewinde auf beiden Seiten mit Double ThreadBurr entgraten
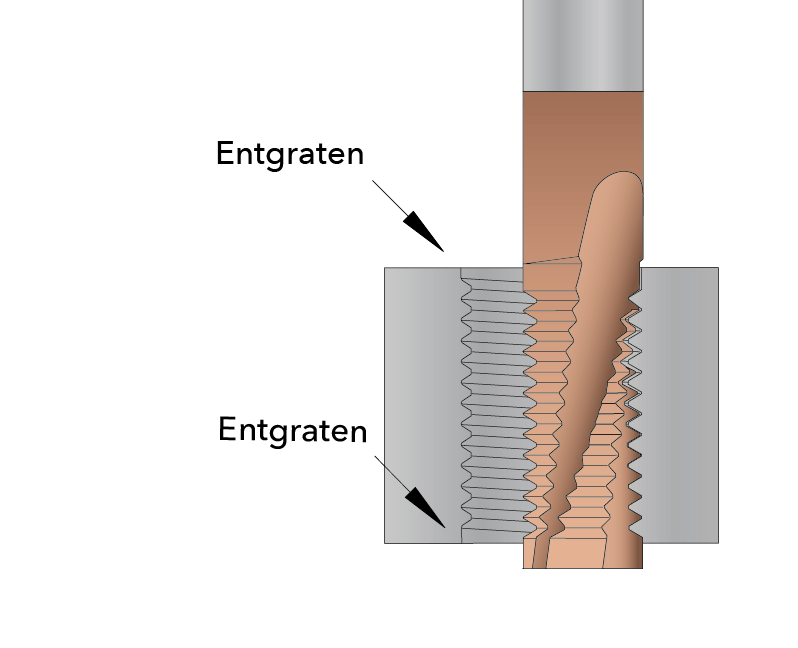
Double ThreadBurr entfernt den Grat an der Ober- und Rückseite des Gewindes.
Wo findet man die Schnittdaten und das CNC-Programm für das Gewindefräsen?
Am einfachsten ist es, wenn Sie unsere Software SmiProg verwenden. Sie steht sowohl online als auch als Excel-Datei zum Herunterladen zur Verfügung.
Darüber hinaus finden Sie auf den technischen Seiten unserer Kataloge weitere wertvolle technische Informationen.
↪︎SmiProg – Software für das Gewindefräsen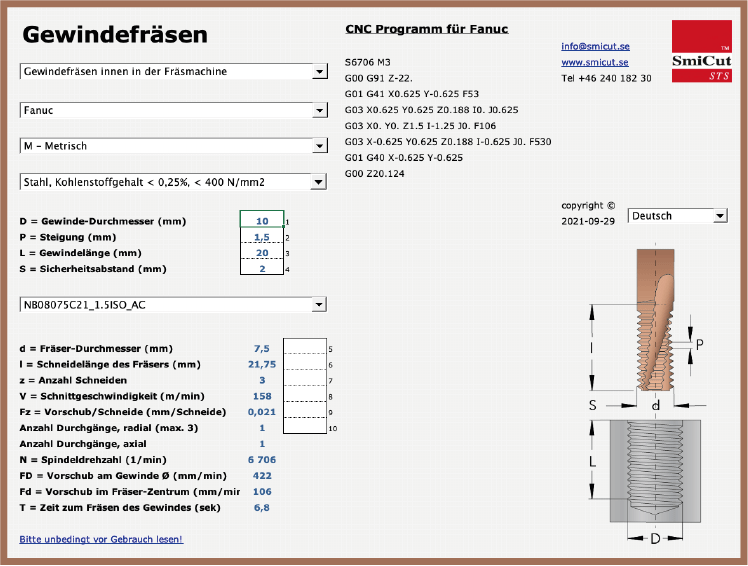
Lassen sich Vollhartmetall-Gewindefräser nachschleifen?
Ja, das ist eine sinnvolle Option für Gewindefräser mit Ø12 und größer. In der Regel wird ein Fräser mindestens 2-3 Mal nachgeschliffen. Für eine längere Lebensdauer und um mehr Nachschleifvorgänge zu ermöglichen, sollten Sie den Fräser ersetzen, bevor er zu stark abgenutzt ist.
Ein Gewindefräser lässt sich ebenfalls nachschärfen, wenn ein Zahn abgebrochen ist. Sind jedoch alle Zähne auf gleicher Höhe abgebrochen, muss der Fräser weggeworfen oder abgeschnitten und ein kürzerer Fräser verwendet werden.
Bieten Sie auch 3D STEP-Dateien an?
Ja, wir verfügen über CAD-Zeichnungen unserer Vollhartmetall-Gewindefräser im STEP-Format. Sie sind für die Verwendung mit CAD/CAM-Systemen gedacht.
↪︎CAD-Zeichnungen von Gewindefräswerkzeugen
NB0403C7_0.7ISO_AC als vereinfachte 3D-CAD-Zeichnung
Stellt SmiCut auch Sondergewindefräser her?
Ja, und die Lieferzeit beträgt normalerweise 2-3 Wochen für einen beschichteten Gewindefräser. Der Preis hängt von der Anzahl ab. Mehr Gewindefräser bedeuten einen niedrigeren Preis. Übliche Angebote umfassen 2, 3, 5 und 10 Stück.
Was ist besser: Vollhartmetall-Gewindefräser oder Wendeplatten-Gewindefräser?
Der VHM-Gewindefräser ist in den meisten Fällen die beste Wahl
VHM-Gewindefräser
- Die Bearbeitungszeit ist deutlich kürzer, weil das Werkzeug mehr Schneiden hat, über die gesamte Schneidenlänge verfügt, spiralgenutet ist und aus Vollhartmetall gefertigt ist. Der VHM-Gewindefräser ist oft etwa 10-mal schneller als der Wendeplatten-Gewindefräser.
- Die Werkzeugkosten pro Gewinde sind aufgrund der kürzeren Bearbeitungszeit und der Tatsache, dass die Werkzeuge nachgeschliffen werden können, meist niedriger als bei Wendeplattenfräsern.
- Wenn man die Maschinenzeit und die Werkzeugkosten zusammenzählt, sind die Gesamtkosten in jedem Fall niedriger als bei den Wendeplattenfräsern.

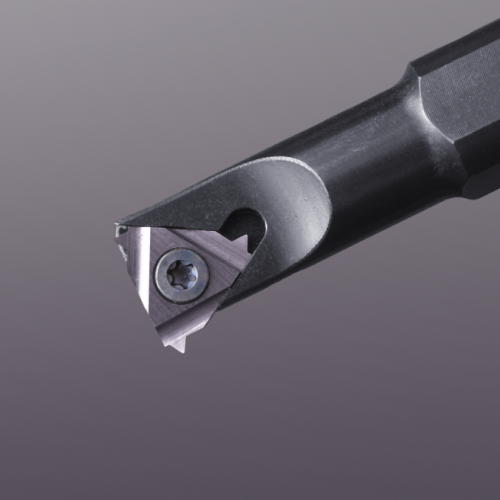
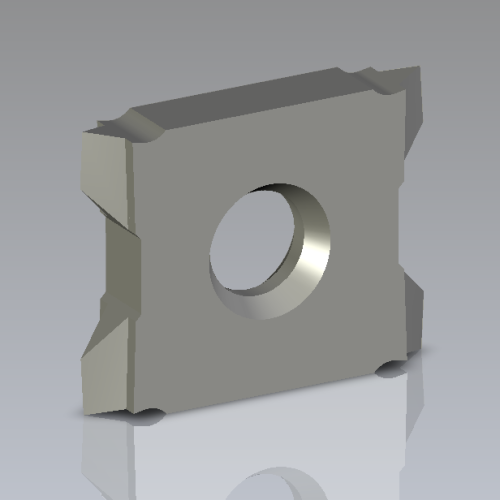
Wendeplattenfräser
- Wendeplattenfräser haben den Vorteil, dass man Wendeschneidplatten mit unterschiedlichen Steigungen und Profilen auf demselben Fräskörper einsetzen kann. Daher ist dies eine sinnvolle Alternative, wenn Sie nur einzelne Gewinde auf größeren Durchmessern herstellen wollen.
Wann empfiehlt sich ein Gewindefräser mit Innenkühlung?
Die meisten Benutzer verwenden Werkzeuge ohne Kühlflüssigkeit, da diese preiswerter sind und es bei diesen Werkzeugen möglich ist, eine externe Kühlflüssigkeit zu verwenden. Das Hartmetall ist in der Mitte des Werkzeugs fest, wodurch das Werkzeug stabiler und weniger bruchgefährdet ist.
In bestimmten Fällen, in denen es Probleme mit Spänen gibt, empfiehlt sich die Verwendung eines Werkzeugs mit Innenkühlung, da bei diesen Werkzeugen das Kühlmittel genau dorthin gelangt, wo es benötigt wird, und das mit höherem Druck.

Inneres Axial-Kühlmittel (NBK) eignet sich am besten für Sacklochbohrungen.

Innenradiales Kühlmittel (NBT) eignet sich am besten für Durchgangsbohrungen.
Wann sind Gewindefräser mit zwei Zähnen zu verwenden?
Beim Gewindefräsen sind NB-Werkzeuge von ThreadBurr immer die beste Wahl. Sie haben die volle Gewindelänge und entgraten den Gewindeeingang im gleichen Arbeitsgang.
In Fällen, in denen ein gutes Ergebnis nur schwer zu erreichen ist, stellen die NM-Werkzeuge mit zwei Zähnen eine mögliche Lösung dar, da die Schnittkräfte geringer sind. Zum Beispiel bei langen Gewinden und schwer zu bearbeitenden Materialien.
Mit NM-Werkzeugen erfolgen mehrere axiale Durchgänge anstelle von einem, trotzdem ist die Bearbeitungszeit nicht wesentlich länger, da der Vorschub erhöht werden kann und das Werkzeug mehr Spannuten hat als NB-Werkzeuge.

Gewindefräser mit zwei Zähnen sind deshalb eine gute Alternative für lange Gewinde und schwierige Materialien.
Teilprofil im Vergleich zu Vollprofil
Mit einem Teilprofilwerkzeug ist es möglich, verschiedene Steigungen und Profile zu bearbeiten, da das Werkzeug nur einen Zahn und ein Profil hat, das für mehrere Gewinde geeignet ist.
Einige Hersteller fertigen diese Werkzeuge mit einer sehr kleinen Spitze und einer großen Profilhöhe, um möglichst viele verschiedene Gewinde herstellen zu können. Der Nachteil dabei ist, dass die Spitze brüchig und der Werkzeugdurchmesser gering ist, was zu einer kurzen Lebensdauer und Werkzeugbrüchen führt. Aus diesem Grund produziert SmiCut die Teilprofil-Gewindefräser mit einem begrenzteren Einsatzbereich.
Vollprofilwerkzeuge erzeugen ein Gewinde mit höherer Qualität und mit diesen Werkzeugen ist es nicht so wichtig, den exakt richtigen Durchmesser vor dem Gewindeschneiden zu bohren. Vollprofilwerkzeuge sind daher immer die beste Wahl.
Werkzeuge mit einem Zahn oder zwei Zähnen
Werkzeuge mit einem Zahn haben eine geringere Schnittkraft und mit zwei Zähnen eine längere Lebensdauer.
Werkzeuge mit einem Zahn werden hauptsächlich für extrem kleine Gewinde verwendet und wenn zwei Zähne nicht verfügbar sind, zum Beispiel bei UN-Profilen. Werkzeuge mit zwei Zähnen sind daher immer die beste Wahl.

Gewindefräser mit einem Zahn werden hauptsächlich für extrem kleine Gewinde verwendet.
Ist es möglich, denselben Gewindefräser für Innen- und Außengewinde zu verwenden?
Beim Gewindeschneiden von metrischen (M) und vereinheitlichten (UN) Gewinden können Sie die Innengewindefräser nicht für Außengewinde verwenden. Diese haben unterschiedliche Profile für Innen- und Außengewinde. Beim Innengewinde ist die Spitze größer als der Gewindegrund, beim Außengewinde ist es umgekehrt, der Gewindegrund ist größer als die Spitze.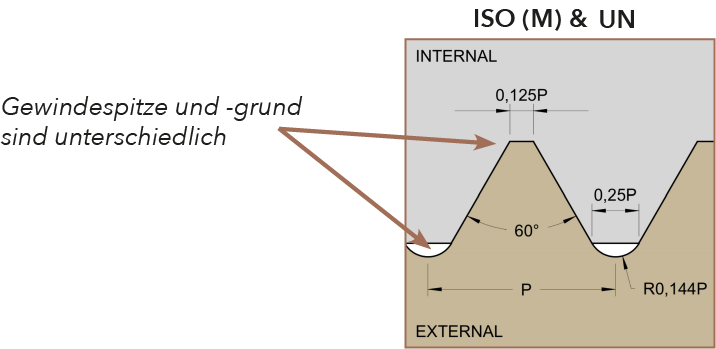
Profile wie z.B. das W-, das BSPT-, das PG-, das NPT-, das NPTF- und das NPSF-Profil haben die gleiche Spitze und den gleichen Grund, so dass für diese Profile der gleiche Gewindefräser für Innen- und Außengewinde verwendet werden kann.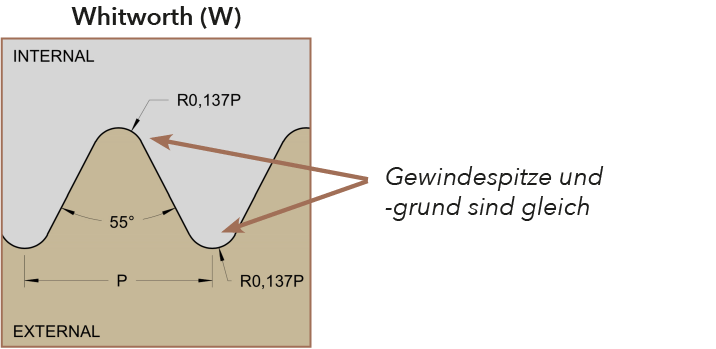
Wie fräst man ein Linksgewinde?
Verwenden Sie dazu das Standardwerkzeug für Rechtsgewinde, aber anstatt das Werkzeug eine Steigung höher zu programmieren, programmieren Sie es eine Steigung niedriger.
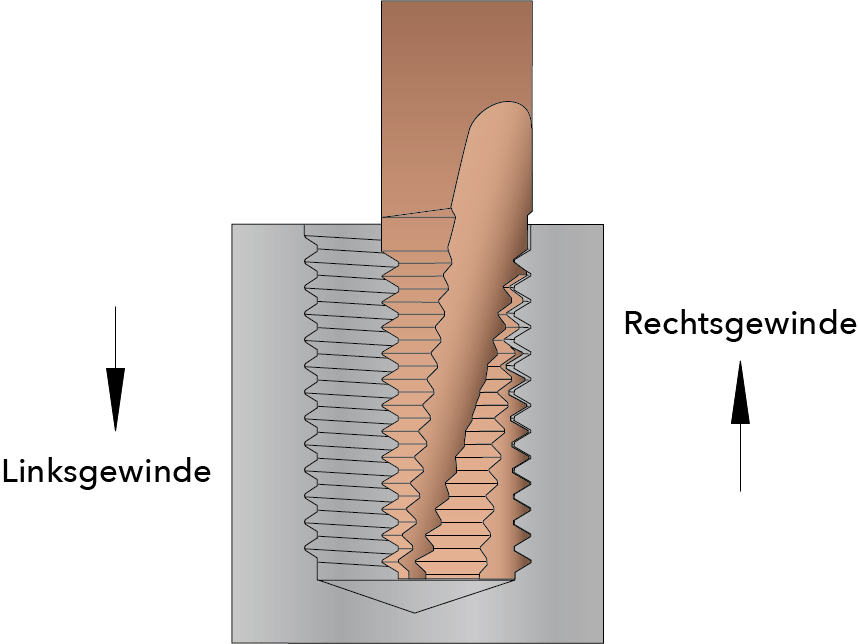
Gleichlauffräsen, gegen den Uhrzeigersinn (G03)
Wie wird ein Gewinde für einen Gewindeeinsatz gefräst? (Helicoil und ähnliche)
Verwenden Sie das gleiche Werkzeug wie für das fertige Gewinde. Sie müssen nur einen größeren Durchmesser fräsen und dann den Gewindeeinsatz einbringen.
Woher weiß man, ob ein W- oder BSPT-Gewinde erforderlich ist?
Whitworth ist ein Profil, das hauptsächlich für Rohrgewinde verwendet wird. Bei einem geraden Gewinde handelt es sich um ein W-Gewinde, bei einem konischen um ein BSPT-Gewinde.
G-Gewinde → W
Rp-Gewinde → W
Rc-Gewinde → BSPT
R-Gewinde → BSPT
Laden Sie die Bezeichnungen der British Standard Pipe Threads herunter, um weitere Informationen zu erhalten.
G/R – British Standard Pipe Thread (PDF)⬇︎

Bei einem geraden Gewinde handelt es sich um ein W-Gewinde, bei einem konischen um ein BSPT-Gewinde.
Was ist der Unterschied zwischen NPT, NPTF und NPSF?
Beim NPT- und NPTF-Gewinde handelt es sich um konische Gewinde. Das NPSF-Modell hingegen ist ein gerades Gewinde.
Bei NPT-Gewinden kann es zu Leckagen kommen, so dass ein Gewindedichtband oder ein anderes Gewindedichtmittel verwendet werden muss, um ein leckagefreies Gewinde zu erhalten.
Zur Behebung dieses Leckageproblems wurde das NPTF-Gewinde entwickelt. Dieses Gewinde stellt einen vollständigen Kontakt zwischen dem Außen- und dem Innengewinde her und bildet eine Presspassung. Dabei wird kein weiteres Produkt zur Abdichtung benötigt.
Eine weitere Trockendichtungsvariante besteht aus dem NPSF-Gewinde, das für Innengewinde verwendet wird und auf ein NPTF-Außengewinde passt.

Muss vor dem Gewindeschneiden ein konisches Loch vorgefräst werden?
Das ist nicht unbedingt notwendig, wird aber dringend empfohlen, da das Vorfräsen eines konischen Lochs vor dem Gewindeschneiden zwei wesentliche Vorteile bietet.
1. Längere Lebensdauer des Gewindefräsers.
2. Kürzere Bearbeitungszeit.
Ohne Vorfräsen muss man das Gewinde in einem oder zwei zusätzlichen Durchgängen hergestellt und der Vorschub reduziert werden, da sonst das Werkzeug aufgrund der sehr kleinen Gewindespitze bei NPT- und NPTF-Gewinden kaputt geht.
↪︎Konische Schaftfräser für NPT-/NPTF-/BSPT-Gewinde
Das Vorfräsen von konischen Löchern führt zu einer längeren Werkzeuglebensdauer und kürzeren Bearbeitungszeit
Kann ein NPSM-Gewinde mit Standardwerkzeugen hergestellt werden?
Ja, das ist möglich. Wenden Sie sich an SmiCut und lassen Sie sich geeignete Werkzeuge empfehlen.
Kann man ein UNJ-Gewinde mit einem UN-Gewindefräser herstellen?
Ja, wenn es sich um ein Innengewinde handelt, aber zuerst muss auf den richtigen Durchmesser gebohrt werden, da der Fräser nicht auf das Gewinde aufgesetzt wird, wenn ein UN-Fräser zur Herstellung eines UNJ-Gewindes verwendet wird.
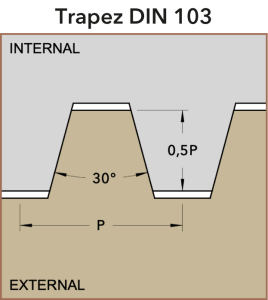
Warum gibt es keine Standard-Gewindefräser für Trapezgewinde?
Das Problem bei Trapezgewinden ist, dass das Profil nur 30° beträgt und die Steigung im Verhältnis zum Durchmesser oft recht groß ist. Das bedeutet, dass man beim Fräsen des Gewindes eine relativ große Abweichung im Profil erhält. Sehen Sie die Frage „Wie wird der richtige Gewindefräserdurchmesser bestimmt“?
In vielen Fällen ist es möglich, das Profil des Werkzeugs so zu ändern, dass das Gewinde gefräst werden kann, aber da dies von mehreren Faktoren abhängt, passt SmiCut das Werkzeug an das spezifische Gewinde an. Wenden Sie sich an SmiCut, wenn Sie wissen möchten, dass das Fräsen Ihres Gewindes möglich ist, und holen Sie sich anschließend ein Angebot für Sonderwerkzeuge ein.







Vernetze dich mit uns!
Vertriebspartner gesucht
Wir sind aktiv auf der Suche nach Vertriebspartnern, um die Reichweite unserer Gewindefräswerkzeuge auszubauen und die Marke SmiCut zu stärken. Kontaktieren Sie uns für detaillierte Informationen zu unseren Verkaufsbedingungen, Preislisten und mehr. Zusätzlich verfügen wir über eine Vielzahl an hilfreichen Ressourcen, die den Verkauf unserer Gewindefräser erleichtern.
Erfahren Sie mehr über unsere Verkaufsbedingungen, die Ihnen helfen könnten, Ihr Geschäft mit unseren qualitativ hochwertigen Schneidwerkzeugen zu erweitern.
Für Endbenutzer
Wir liefern unsere Gewindefräswerkzeuge an Endbenutzer auf der ganzen Welt. In einigen Regionen haben wir starke Partnerschaften mit lokalen Händlern. Wenn wir in Ihrer Region keinen passenden Händler haben, verkaufen wir gerne direkt an Sie.
Nehmen Sie Kontakt mit uns auf für Angebote zu den Gewindefräsern, die Sie interessieren. Die Bezahlung kann über internationale Banküberweisungen oder PayPal erfolgen, was eine Lieferung am selben Tag ermöglicht.