

Das Gewindefräsen ist eine moderne und effiziente Methode des Gewindeschneidens. Auf dieser Seite erfahren Sie 14 Gründe, warum Sie sich für das Gewindefräsen anstelle des Gewindebohrens entscheiden sollten.
1) Sichere Bearbeitung
Minimales Risiko von Maschinenstillständen, da die Schnittkräfte gering sind und die Späne kurz. Das Werkstück wird im Falle eines Werkzeugversagens nicht vernichtet, da das Werkzeug aufgrund des kleineren Durchmessers des Gewindefräsers nicht stecken bleibt.
Ein Gewindebohrerbruch zerstört leicht teure Werkstücke, stellt das Gewindeschneiden oft deren letzter Arbeitsgang dar.
2) Schwer zu bearbeitende Materialien
Die hervorragenden Schnittbedingungen beim Gewindefräsen bei gleichzeitig geringen Schnittkräften ermöglichen das Gewindefräsen von Materialien wie gehärtetem Stahl bis HRC 65, Titan und anderen schwer zu bearbeitenden Materialien.
Lasergeschnittene Löcher kommen immer häufiger vor. Das Gewindeschneiden mit einem Gewindebohrer gestaltet sich bei einer hart gewordenen Oberfläche schwierig, mit einem Gewindefräser funktioniert es jedoch ohne Probleme.
3) Unterschiedliche Toleranzen
Durch die Radiuskorrektur im CNC-Programm können sehr enge Toleranzen erreicht werden.
Bei Gewindebohrern braucht man unterschiedliche Werkzeuge für unterschiedliche Toleranzen. Der Gewindebohrer ist nach der Bearbeitung abgenutzt, mit einem Gewindefräser ist es jedoch möglich, das Werkzeug zu justieren und mit Radiuskompensation weiterzuarbeiten.
Bei einer Oberflächenbehandlung müssen spezielle Gewindebohrer verwendet werden, andernfalls ist das Gewinde nachträglich zu schneiden, um die richtige Toleranz zu erhalten. Mit einer Gewindeschneidmaschine kann das Gewinde vor der Bearbeitung erstellt werden. Nach der Bearbeitung ist keine weitere Bearbeitung erforderlich und das Gewinde ist vor Rost und Verschleiß geschützt.
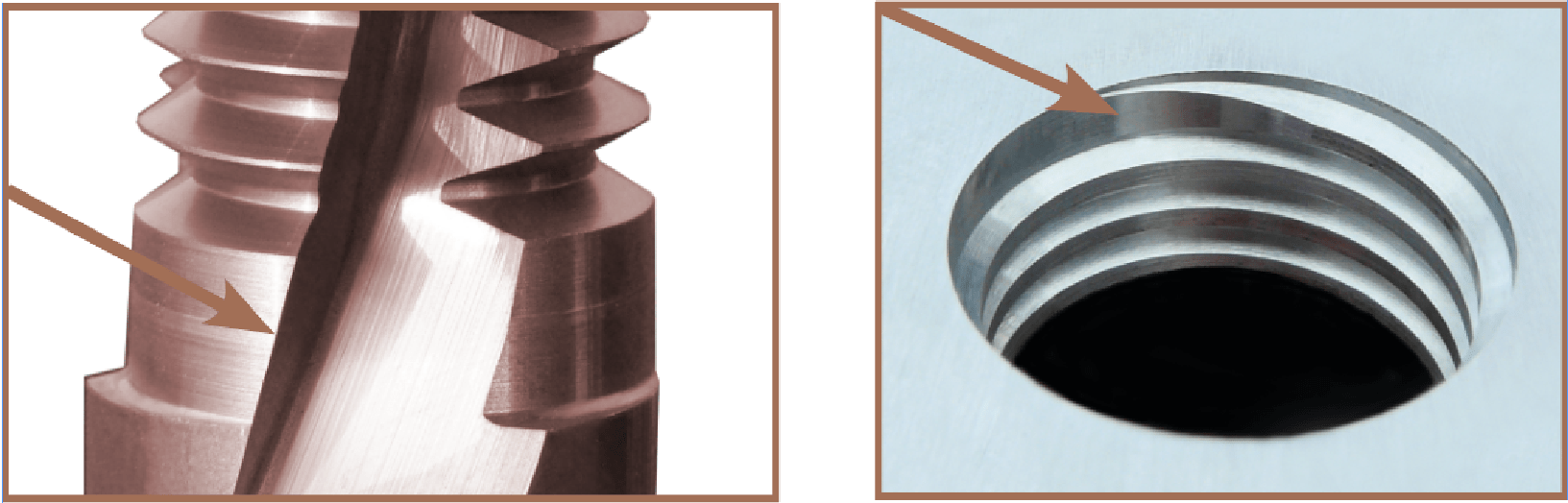
4) Bessere Gewindequalität
Das Gewindefräsen bietet optimale Schnittbedingungen. Da der Werkzeugdurchmesser kleiner ist als der Gewindedurchmesser, ist die Spanabfuhr ausgesprochen gut. So erhält das Gewinde eine sehr gute Oberflächengüte und Qualität.
Beim Gewindebohren hingegen ist das Werkzeug genauso groß wie das Gewinde und der Gewindebohrer muss den Span durch das Gewinde drücken. Dadurch entsteht ein Gewinde mit möglicherweise unzureichender Qualität.

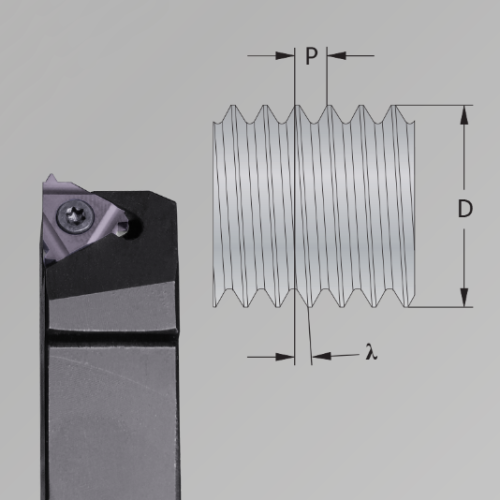
5) Flexibles Werkzeug
Der Fräser kann sowohl für Rechts- als auch für Linksgewinde verwendet werden. Solange die Steigung gleich ist, können mit demselben Werkzeug Gewinde mit unterschiedlichen Durchmessern und Toleranzen hergestellt werden. Der Gewindefräser kann sowohl für Sacklöcher als auch für Durchgangsbohrungen verwendet werden. Die Gewindeprofile W, BSPT, PG, NPT, NPTF und NPSF können mit demselben Werkzeug für Außen- und Innengewinde hergestellt werden.
6) Gewindeschneiden für Sacklöcher
Beim Gewindefräsen erhält man ein vollständiges Gewindeprofil bis zum Grund der Bohrung. Auf diese Weise lässt sich ein Gewinde herstellen, wo dies normalerweise nicht möglich ist.
Beim Gewindebohrer muss jedoch viel tiefer gebohrt werden, da man erst ab dem dritten Gewindegang das vollständige Gewindeprofil erhält.
7) Gewindeschneiden bei dünnwandigen Bauteilen
Keine Durchbiegung des Materials beim Gewindefräsen dünnwandiger Bauteile, da die Schnittkräfte gering sind.
8) Gewindeschneiden ohne Grate
Bei der Nutzung von ThreadBurr ist der Gewindeeingang gratfrei. Gewindeschneiden und Entgraten in einem Arbeitsgang. Keine zusätzliche Zeit für das Entgraten.
9) Kürzere Bearbeitungszeiten
Das Gewindebohren gilt in der Regel als die schnellere Methode als das Fräsen. Bei kleinen Grobgewinden stimmt das auch, wenn man die Zeit für das Anfasen nicht mit einbezieht.
Mit ThreadBurr ist die Bearbeitungszeit jedoch kurz, da das Gewinde beim Gewindeschneiden entgratet wird, so dass kein Anfasen erforderlich ist, um ein gutes Gewinde zu erhalten. Im Vergleich zum Gewindebohren spart man die meiste Zeit bei großen Durchmessern, kleinen Steigungen und langen Gewinden.
Bei Gewinden mit gleicher Steigung spart man Zeit beim Werkzeugwechsel, da derselbe Gewindefräser für verschiedene Durchmesser verwendet werden kann.

10) Gewindeschneiden mit kleineren Maschinen
Aufgrund der geringen Schnittkräfte ist es möglich, große Gewinde und große Steigungen mit weniger leistungsstarken Maschinen herzustellen.
11) Weniger Verschleiß mit der Maschinenspindel
Das Gewindefräsen führt im Vergleich zum Gewindeschneiden zu einer längeren Lebensdauer der Maschinenspindeln, da die Drehung der Spindel nicht für jedes Gewinde angehalten und umgekehrt werden muss.

12) Energiesparende Produktion
Geringer Energieverbrauch, da Maschinenspindeln für den Rückwärtslauf nicht angehalten und wieder angefahren werden müssen.
13) Gewindeschneiden auf einer Drehmaschine mit laufenden Werkzeugen
Im Vergleich zum Gewindedrehen reduziert das Gewindefräsen die Bearbeitungszeit. Seine hervorragende Spankontrolle minimiert das Risiko eines Werkzeugausfalls.

14) Gewindedurchmesser auf Anhieb korrigieren
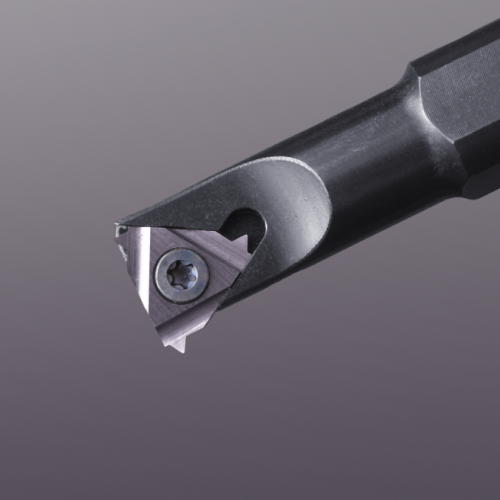
Auf den Gewindefräsern von SmiCut wird der Steigungsdurchmesser optisch gemessen und der theoretische Außendurchmesser wird auf jedem Fräser individuell gelasert, so dass man auf Anhieb ein Gewinde im Toleranzbereich erhält. Wenn das Werkzeug zu verschleißen beginnt, ist es möglich, Anpassungen im CNC-Programm vorzunehmen.
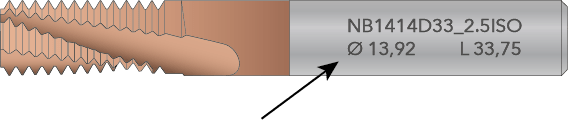
Theoretischer Außendurchmesser wird lasermarkiert
Dokumente
Links




Vernetze dich mit uns!
Vertriebspartner gesucht
Wir sind aktiv auf der Suche nach Vertriebspartnern, um die Reichweite unserer Gewindefräswerkzeuge auszubauen und die Marke SmiCut zu stärken. Kontaktieren Sie uns für detaillierte Informationen zu unseren Verkaufsbedingungen, Preislisten und mehr. Zusätzlich verfügen wir über eine Vielzahl an hilfreichen Ressourcen, die den Verkauf unserer Gewindefräser erleichtern.
Erfahren Sie mehr über unsere Verkaufsbedingungen, die Ihnen helfen könnten, Ihr Geschäft mit unseren qualitativ hochwertigen Schneidwerkzeugen zu erweitern.
Für Endbenutzer
Wir liefern unsere Gewindefräswerkzeuge an Endbenutzer auf der ganzen Welt. In einigen Regionen haben wir starke Partnerschaften mit lokalen Händlern. Wenn wir in Ihrer Region keinen passenden Händler haben, verkaufen wir gerne direkt an Sie.
Nehmen Sie Kontakt mit uns auf für Angebote zu den Gewindefräsern, die Sie interessieren. Die Bezahlung kann über internationale Banküberweisungen oder PayPal erfolgen, was eine Lieferung am selben Tag ermöglicht.