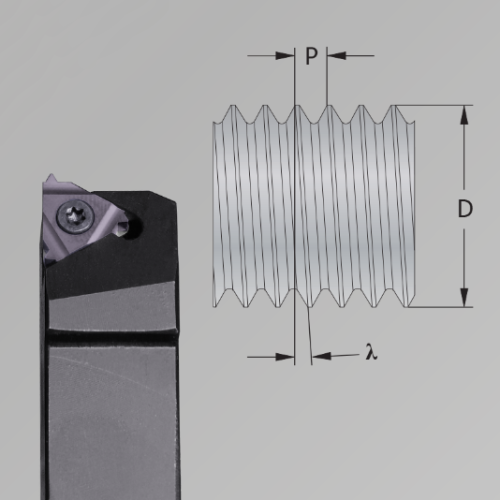
Le fraisage de filetage est une méthode moderne et efficace de filetage. Sur cette page, vous découvrirez 14 raisons pour lesquelles vous devriez choisir le fraisage de filetage plutôt que le taraudage.
1) Une opération d’usinage sécurisée
Risque minimal d’arrêt de la machine car les forces de coupe sont faibles et les copeaux sont courts. La pièce à usiner ne sera pas détruite en cas de défaillance de l’outil, car celui-ci ne se bloquera pas puisque le diamètre de la fraise à fileter est inférieur à celui du filetage.
Les ruptures de tarauds détruisent facilement des pièces coûteuses, car le filetage est souvent la dernière opération réalisée sur la pièce.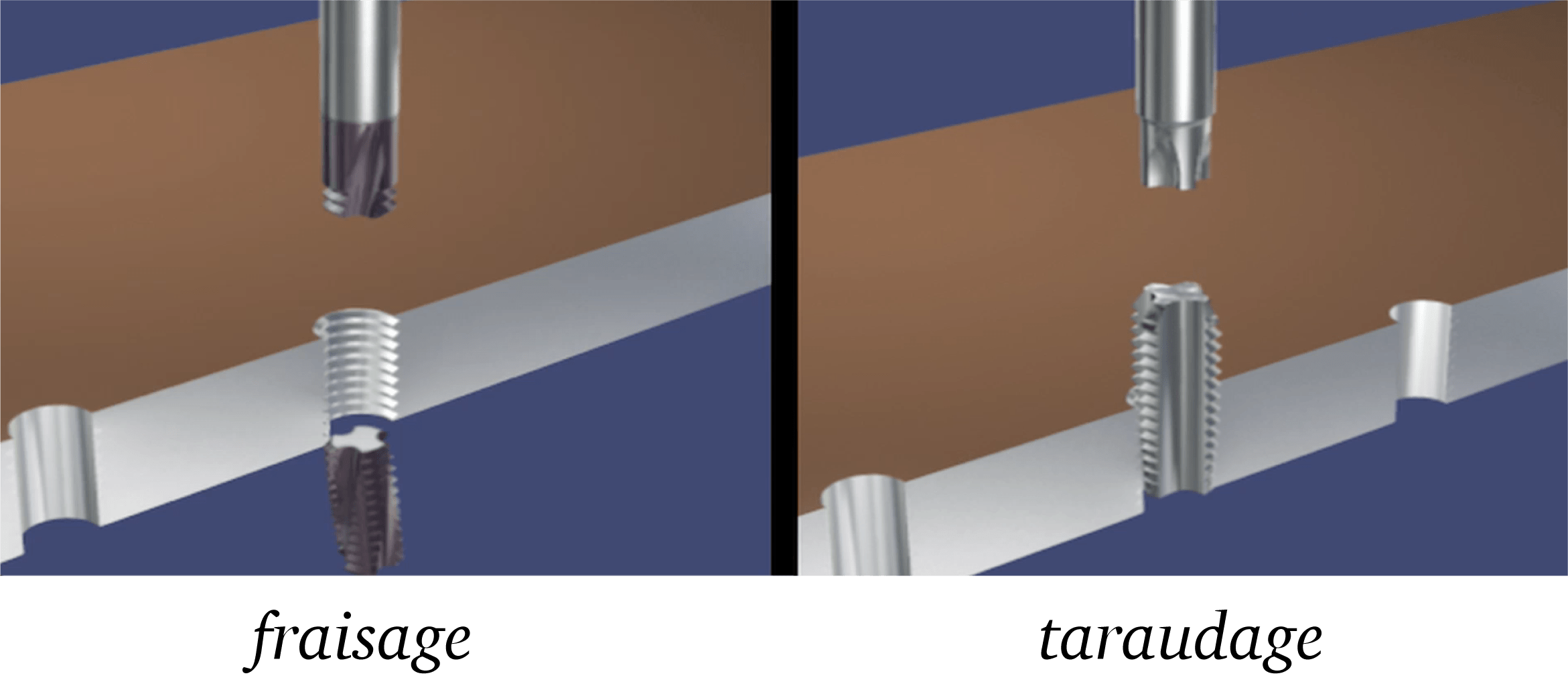
2) Matériaux difficiles à usiner
Les excellentes conditions de coupe avec de faibles forces de coupe permettent d’effectuer le fraisage de filetage des matières telles que l’acier trempé jusqu’à HRC 65, le titane et d’autres matières difficiles à usiner.
Les trous découpés au laser deviennent plus courants. Le filetage avec un taraud est difficile car la surface a durci, mais cette opération est facile avec une fraise de filetage.
3) Tolérances différentes
Il est possible d’obtenir des tolérances très faibles en utilisant la correction du rayon dans le programme CNC.
Avec les tarauds, vous avez besoin de différents outils pour différentes tolérances. Le taraud est usé après usage, mais avec une fraise de filetage, vous pouvez poursuivre le filetage après ajustement avec la compensation du rayon.
Si vous effectuez un traitement de surface, des tarauds spéciaux doivent être utilisés, sinon le filetage doit être réalisé par la suite pour obtenir une tolérance correcte. Avec une fraise de filetage, le filetage peut être réalisé avant le traitement. Aucun usinage n’est nécessaire après le traitement et le filetage est protégé contre la rouille et l’usure.
4) Meilleure qualité de filetage
Les conditions de coupe sont optimales lors du fraisage de filetage. L’évacuation des copeaux est très bonne car le diamètre de l’outil est inférieur au diamètre du filetage. Le filetage aura une belle finition de surface et une très bonne qualité.
Lors du taraudage, la taille de l’outil est la même que celle du filetage et le taraud doit forcer le copeau à travers le filetage. Le résultat est un filage qui peut s’avérer inadéquat.

5) Outil flexible
La même fraise peut être utilisée pour les filetages à droite et à gauche. Vous pouvez effectuer des filetages de diamètres et de tolérances différents avec le même outil, tant que le pas est identique. Vous pouvez utiliser la même fraise à fileter pour les trous borgnes et les trous débouchants. W, BSPT, PG, NPT, NPTF et NPSF sont des profils de filetage pour lesquels vous pouvez utiliser le même outil pour les filetages externes et internes.
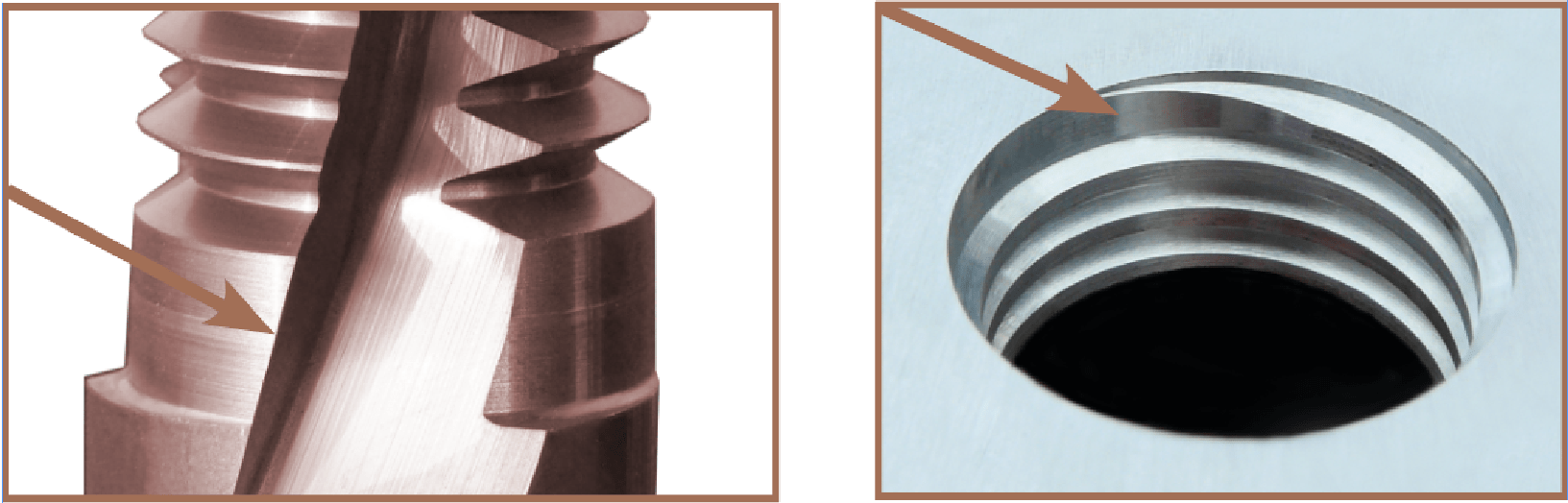
6) Filetage dans des trous borgnes
Le fraisage de filetage permet d’obtenir un profil de filetage complet jusqu’au fond du trou. Cela vous permet de créer un filetage là où cela n’est généralement pas possible.
Avec le taraudage, il est nécessaire de percer beaucoup plus profondément car ce n’est qu’à partir du troisième filetage que l’on obtient le profil complet du filetage.
7) Filetage dans les composants à parois fines
Aucune déformation du matériau lors du filetage de composants à parois fines, car les forces de coupe sont faibles.
8) Filetage sans bavures
L’entrée du filetage est exempte de bavure en cas d’utilisation de ThreadBurr. Exécution simultanée du filetage et de l’ébavurage. Pas de temps supplémentaire pour effectuer l’ébavurage.
9) Temps d’usinage plus court
Le taraudage est normalement considéré comme une méthode plus rapide que le fraisage. C’est les cas pour les petits filetages grossiers si l’on ne tient pas compte du temps nécessaire pour le chanfreinage.
Le temps d’usinage sera court lors de l’utilisation de ThreadBurr car le filetage sera ébavuré lors de l’opération de filetage, le chanfreinage n’est donc pas nécessaire pour obtenir un filetage correct. Les grands diamètres, les pas fins et les longs filetages permettent de gagner beaucoup de temps par rapport au taraudage.
Si vous avez des filetages dotés du même pas, vous gagnerez du temps lors des changements d’outils car vous pourrez utiliser la même fraise à fileter pour différents diamètres.

10) Filetage dans des machines plus petites
Comme les forces de coupe sont faibles, il est possible de réaliser de grands filetages et de grands pas dans des machines moins puissantes.
11) Moins d’usure de la broche de la machine
Le fraisage de filetage permet une plus longue durée de vie de la broche de la machine par rapport au taraudage, car la rotation sur la broche n’a pas besoin d’être arrêtée et inversée pour chaque filetage.

12) Production économe en énergie
Faible consommation d’énergie car la broche de la machine n’a pas besoin d’être arrêtée et redémarrée pour l’inverser.
13) Filetage sur un tour avec des outils sous tension
Le fraisage de filetage réduit le temps d’usinage par rapport au tournage de filetage. Un excellent contrôle des copeaux réduit le risque de défaillance de l’outil.

14) Correction immédiate du diamètre du filetage
Le diamètre de pas a été mesuré par voie optique sur les fraises à fileter de SmiCut et le diamètre externe théorique est gravé au laser sur chaque fraise. Vous obtenez donc un filetage avec la tolérance correcte dès le début. Lorsque l’outil commence à s’user, il est possible d’effectuer des ajustements dans le programme CNC.
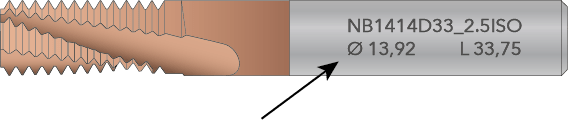
Le diamètre extérieur théorique est marqué au laser