

Comprendre les vibrations et leur impact sur l’usinage
Les vibrations pendant le fraisage de filetage peuvent être une préoccupation importante puisqu’elles affectent à la fois la durée de vie de l’outil, la qualité du filetage ainsi que l’efficacité de la machine. Qu’est-ce qui provoque ces vibrations ? Souvent, il s’agit de la façon dont l’outil interagit avec le matériau. Si l’outil ne s’engage pas ou bien ne se désengage pas au bon moment, cela peut entraîner ces vibrations indésirables. De plus, la manière dont nous programmons nos machines joue un rôle crucial. Une programmation adéquate peut minimiser ces perturbations.
Dans cet article, nous étudierons l’impact de la conception de l’outil sur les vibrations puis nous fournirons des conseils quant à la manière de programmer les opérations de la machine pour un fraisage de filetage plus doux et plus efficace.
Comment la conception des outils impacte les vibrations
Afin d’obtenir un outil anti-vibration, il est important de maintenir une force de coupe et une charge d’outil constantes tout au long du processus.
SORTIE HÂTIVE DE L’ARÊTE DE COUPE
Si l’arête de coupe sort trop tôt, la charge de l’outil devient irrégulière, provoquant ainsi des vibrations.

Cette fraise à fileter n’est pas anti-vibration
SORTIE TARDIVE DE L’ARÊTE DE COUPE
Si celle-ci sort trop tard, en plus de la charge irrégulière, la charge deviendra très élevée due à la coupe simultanée de deux cannelures.

Cette fraise à fileter n’est pas anti-vibration
SOLUTION
Afin d’obtenir un outil anti-vibration, l’arête de coupe ne doit pas quitter le matériau tant que celle de la cannelure suivante n’a pas commencé à pénétrer dans le matériau.

Afin d’obtenir un outil anti-vibration, l’arête de coupe ne doit pas quitter le matériau tant que celle de la cannelure suivante n’a pas commencé à pénétrer dans le matériau.
Comment SmiCut conçoit des fraises à fileter anti-vibration
Les paramètres suivants déterminent si l’outil est en capacité de réaliser un usinage sans vibrations :
- Longueur du filetage : La longueur du filetage est difficile à modifier puisqu’elle est principalement déterminée par le dessin.
- Diamètre de l’outil : Le diamètre de l’outil est toujours le même pour les filetages épais puisqu’ils sont conçus pour être aussi résistants que possible.
- Nombre de cannelures : Il est possible d’augmenter le nombre de cannelures pour un usinage sans vibrations, mais il faut garder à l’esprit que certains matériaux peuvent présenter des problèmes quant à l’évacuation des copeaux.
- Angle d’hélice de l’outil : L’angle d’hélice de l’outil peut être légèrement altéré. Notre expérience démontre que 15° est la valeur optimale, mais que de bons résultats peuvent être obtenus entre 12° et 18°.
C’est pourquoi SmiCut a conçu des outils qui, dans les conditions appropriées, permettent un usinage sans vibrations lorsqu’ils sont utilisés à la bonne longueur de filetage. Les filetages sur une faible longueur nécessitent plus de cannelures.
| Longueur de filetage | Nouvelle conception | Conception conventionnelle | |
| 1,5xD | 5 cannelures | 3 cannelures | 2 cannelures en plus |
| 2xD | 4 cannelures | 3 cannelures | 1 cannelure en plus |
| 2,5xD | 3 cannelures | 3 cannelures | Comme auparavant |
| 3xD | 3 cannelures | 3 cannelures | Comme auparavant |
Plus de cannelures signifient moins de vibrations, un temps d’usinage plus court, une durée de vie de l’outil plus longue ainsi qu’une meilleure rentabilité.
Réduire les vibrations à l’aide d’une programmation adéquate
Des problèmes de vibrations mènent habituellement à augmenter le nombre de passes. Le filetage est éventuellement fait en deux ou trois passes au lieu d’une seule.
La méthode la plus courante consiste à effectuer la première passe avec un diamètre plus petit pour ensuite augmenter celui-ci jusqu’à atteindre la taille correcte lors de la dernière passe. Non seulement il en résultera une pénétration radiale avec des copeaux difficiles à briser, mais les vibrations ne seront peut-être pas réduites autant que désiré.
Afin d’éviter cela, il ne faut pas seulement changer le diamètre pour les passes supplémentaires. Il faut également changer leur niveau (Z). En procédant ainsi, vous obtiendrez une alimentation par le flanc avec des copeaux facilement cassés et moins de vibrations. Le logiciel SmiProg vous procurera la pénétration correcte pour les multipasses.
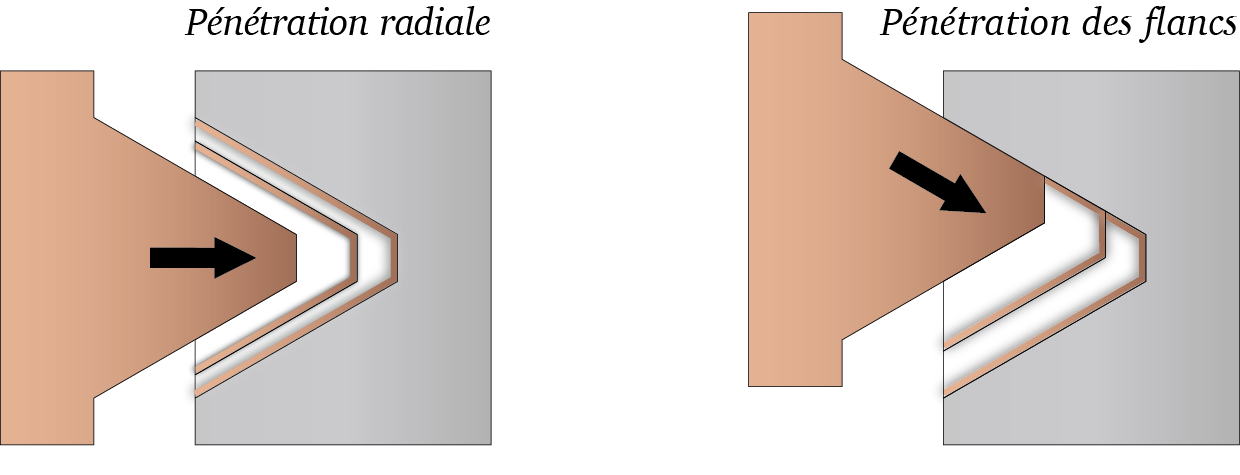
Fraisage de filetage en trois passes. Utiliser la pénétration des flancs pour réduire les vibrations. SmiProg fournit les données concernant la pénétration des flancs lorsque vous réalisez le filetage en multipasses.