

Understanding Vibrations and their Impact on Machining
Vibrations during thread milling can be a significant concern, affecting both the tool life, quality of the thread and the machine’s efficiency. What causes these vibrations? Often, it boils down to how the tool interacts with the material. If the tool doesn’t engage or disengage at the right moments, it can lead to these unwanted vibrations. Additionally, the way we program our machines plays a crucial role. Proper programming can minimize these disturbances.
In this article, we will explore how the tool design impacts vibrations and provide guidance on how to program our machine operations for smoother, more efficient thread milling.
How Tool Design Impacts Vibrations
To achieve a vibration-free tool, it is important to maintain consistent cutting force and tool load throughout the entire process.
EARLY CUTTING EDGE DEPARTURE
If the cutting edge leaves too early, it will result in an irregular tool load, causing vibrations.
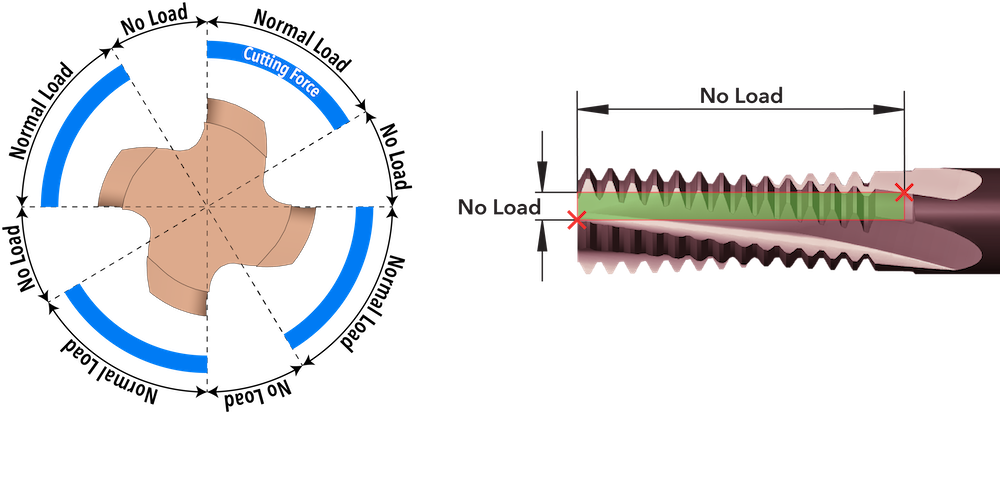
This Thread Mill is not Vibration-Free
LATE CUTTING EDGE DEPARTURE
If it leaves too late, in addition to the irregular load, you will experience a very high load due to two flutes cutting simultaneously.
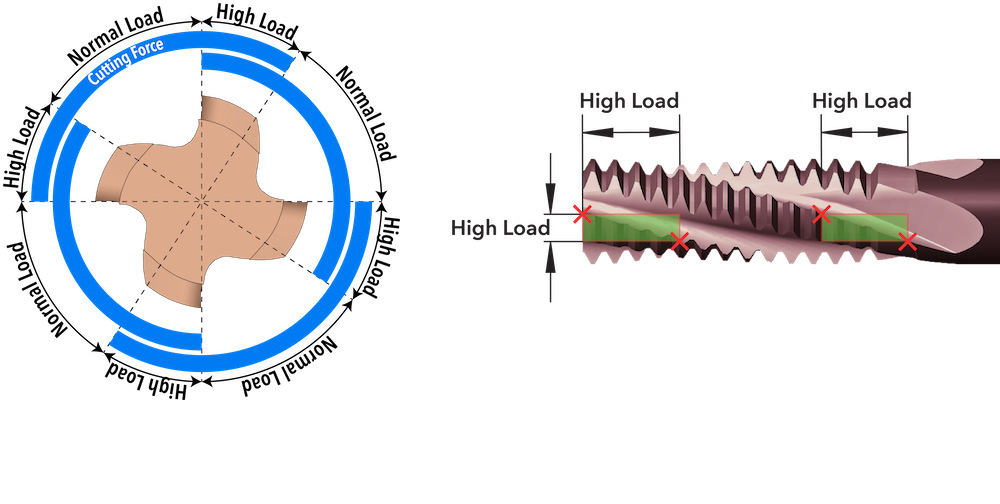
This Thread Mill is not Vibration-Free
SOLUTION
To achieve a vibration-free tool, the cutting edge should not leave the material until the cutting edge from the next flute starts entering the material.
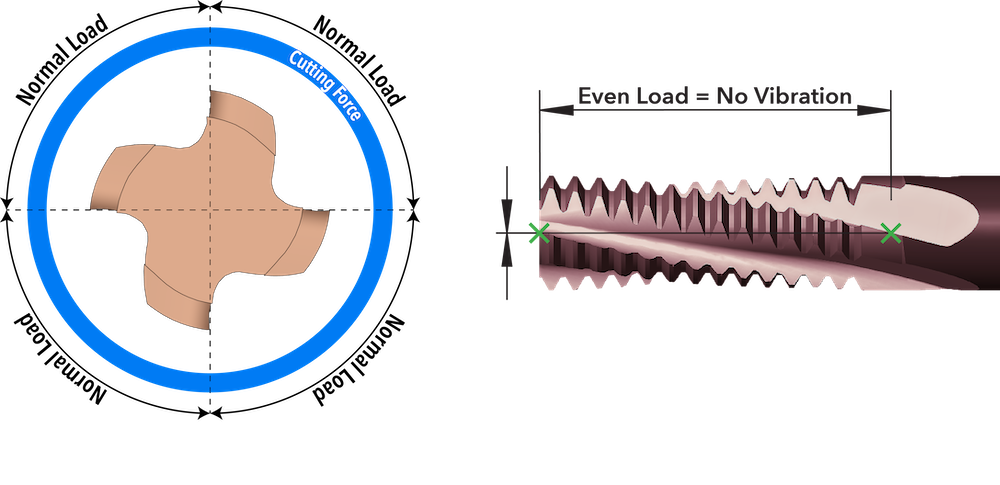
This Thread Mill has the optimal helix angle, tool diameter and number of flutes to ensure Vibration-Free machining when using the entire cutting length.
How SmiCut Design Vibration-Free Thread Mills
The following parameters will affect whether the tool can achieve vibration-free machining:
- Thread Length: Thread length is difficult to change, as it is mostly determined by the drawing.
- Tool Diameter: Tool diameter is always the same for coarse threads since they are designed to be as strong as possible.
- Number of Flutes: It is possible to increase the number of flutes for vibration-free machining, but keep in mind that some materials may present chip flow problems.
- Helix Angle of Tool: The helix angle of the tool can be varied slightly. Our experience shows that 15° is optimal, but good results can be obtained between 12° and 18°.
With this in mind, SmiCut has designed tools that, under the appropiate conditions will provide vibration-free machining when used at the correct thread length. Short thread lengths should have more flutes.
| Thread Length | New Design | Conventional Design | |
| 1,5xD | 5 flutes | 3 flutes | 2 flutes more |
| 2xD | 4 flutes | 3 flutes | 1 flute more |
| 2,5xD | 3 flutes | 3 flutes | Same as before |
| 3xD | 3 flutes | 3 flutes | Same as before |
With more flutes, you will experience less vibration, shorter machining time, longer tool life, and better economy.
Reduce vibrations with proper programming
When you have problems with vibrations you normally increase number of passes. Instead of making the thread in one pass you may do it in two or three passes.
The most common way is to make the first pass at a smaller diameter and then increase the diameter to the correct size for the last pass. This will result in a radial infeed with chips that are difficult to break and may not reduce the vibrations as much as you want.
To avoid this you should not only change the diameter for the extra passes. You should as well change the level for them (Z). If you do this you will get a flank infeed with easily broken chips and less vibrations. The software SmiProg will give you correct infeed for multipasses.
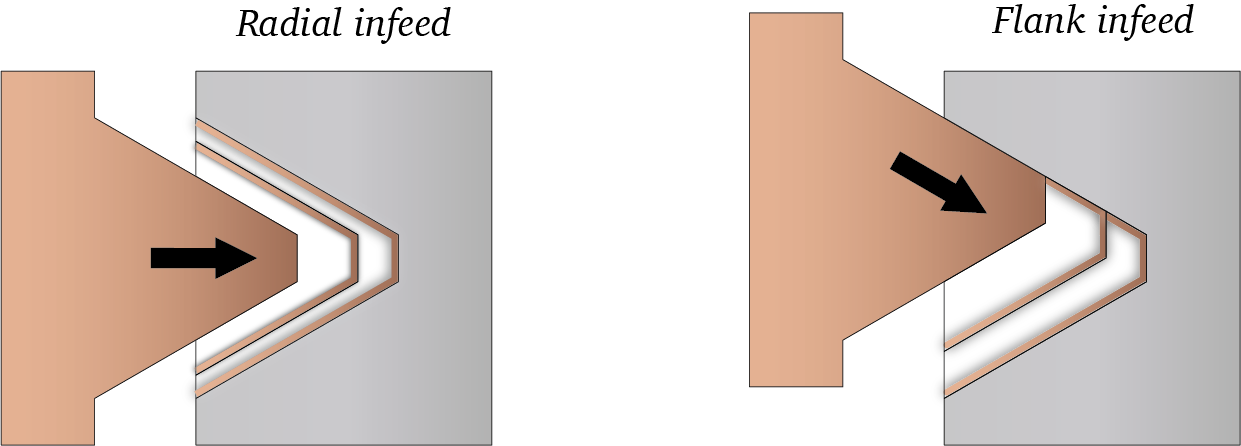
Thread Milling with three passes. Use flank infeed to reduce vibrations. SmiProg gives the data for flank infeed when you make the thread in multipasses.