Thread Milling is a modern and efficient method of threading. On this page you will learn 14 reasons why you should choose Thread Milling instead of Tapping.
1) A secure machining operation
Minimal risk of machine stoppages as the cutting forces are low and the chips are short. The work piece will not be destroyed in case of tool failure, as the tool will not get stuck since the diameter of the thread mill is smaller than the thread.
Tap breakage destroy easily expensive work pieces, as threading often is the last operation on the part.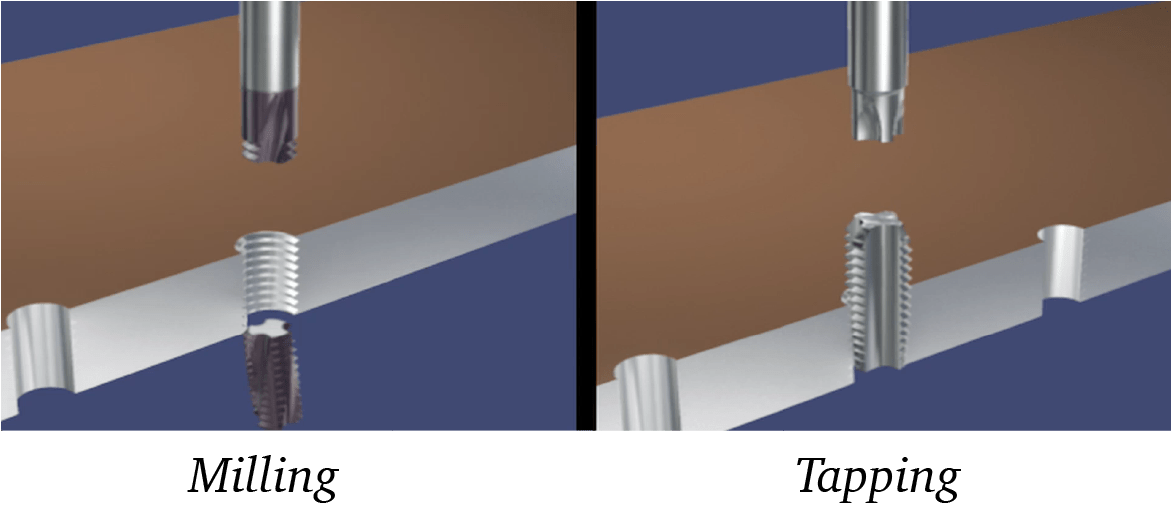
2) Difficult machined materials
The excellent cutting conditions with low cutting forces makes it possible to thread mill materials such as hardened steel up to HRC 65, Titanium and other difficult machined materials.
Laser cut holes becomes more common. Threading with a tap is difficult because the surface has become hard, but with a thread mill it is easily done.
3) Different tolerances
Very tight tolerances are possible to get by using radius correction in the CNC-program.
With taps you need different tools for different tolerances. The tap is used up after wear, but with a thread mill you can continue threading after adjusting with radius compensation.
If you make a surface treatment, special taps must be used, if not the threading has to be made afterwards to get correct tolerance. With a thread mill, the thread can be made before treatment. No machining is needed after the treatment and the thread is protected against rust and wear.
4) Better thread quality
The cutting conditions are optimal when thread milling. The chip evacuation is very good as the tool diameter is smaller than the the thread diameter. The thread will have very good surface finish and quality.
When tapping, the tool size is the same as the thread size and the tap has to force the chip through the thread. The result is a thread that may not be good enough.
5) Flexible tool
Same cutter can be used for both right hand and left hand threads. Threads with different diameters and tolerances can be made with the same tool as long as the pitch is the same. The same thread mill can be used for blind holes and through holes. W, BSPT, PG, NPT, NPTF and NPSF are thread profiles where you can use the same tool for external and internal threads.
6) Threading in blind holes
With thread milling, a full thread profile is obtained all the way to the bottom of the hole. This allows you to make a thread where it is usually not possible.
With tapping it is necessary to drill much deeper as it is only from the third thread you get the complete thread profile.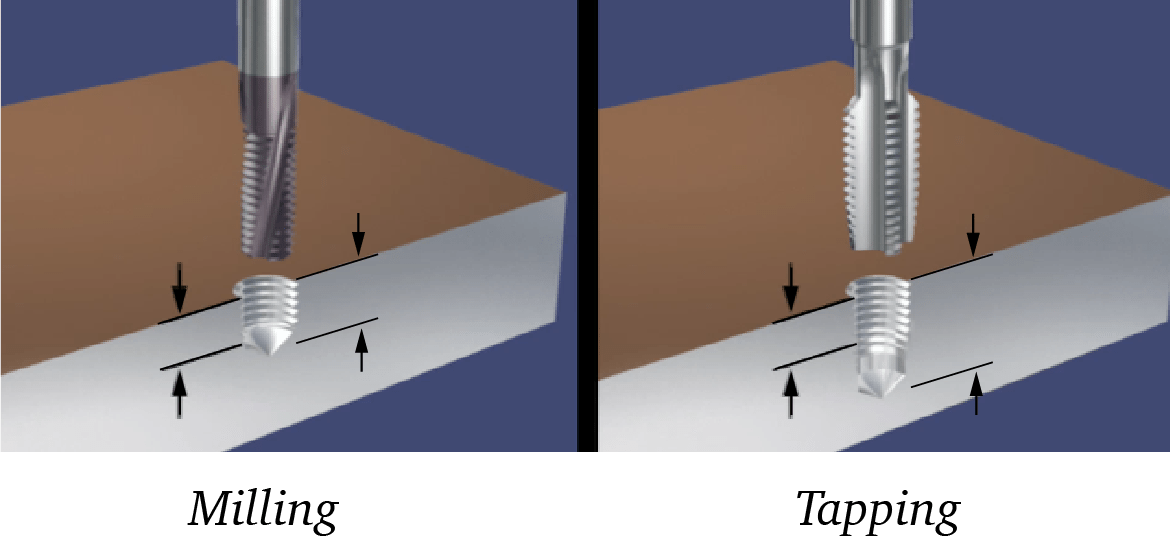
7) Threading in thin-walled components
No deflection of the material when thread milling thin-walled components as the cutting forces are low.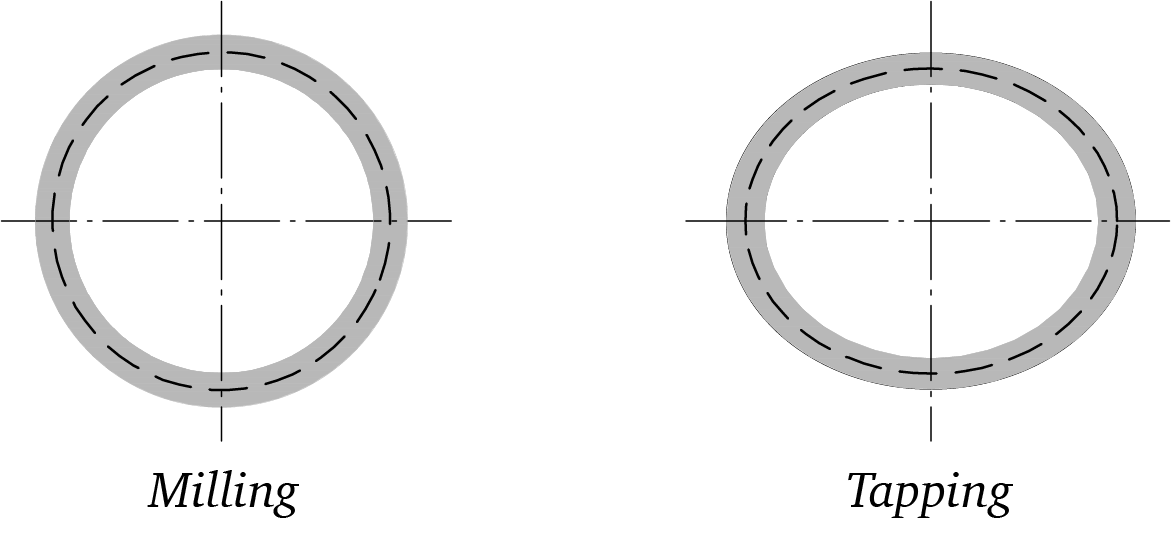
8) Threading without burrs
The thread entrance will be burr free when using ThreadBurr. Threading and deburring in one operation. No additional time for deburring.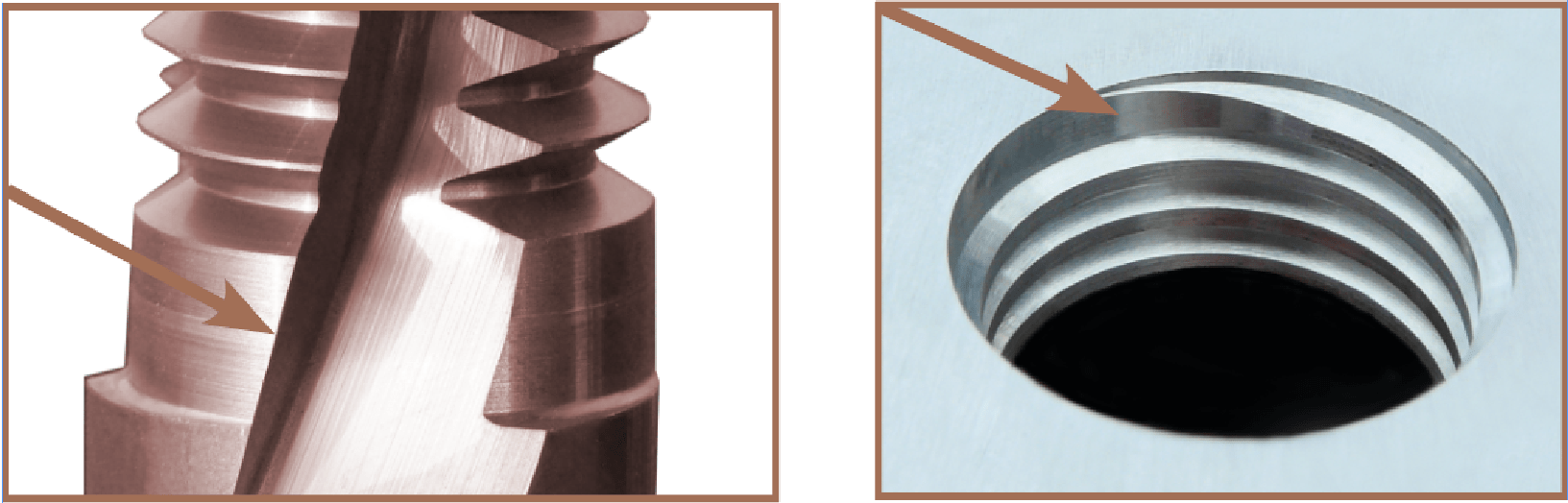
9) Shorter machining time
Tapping is normally considered as a quicker method than milling. That is correct in small coarse threads if you do not take in consideration the time for chamfering.
The machining time will be short while using ThreadBurr as the thread will be deburred when threading, so chamfering is not necessary to get a good thread. Big diameters, fine pitches and long threads saves most time compared with tapping.
If you have threads with the same pitch you will save time in tool changes as you can use the same thread mill for different diameters.
10) Threading in smaller machines
As the cutting forces are low it is possible to make large threads and big pitches in less powerful machines.
11) Less wear on the machine spindle
Thread milling result in longer service life of the machine spindle compared with tapping as the rotation on the spindle does not need to be stopped and reversed for every thread.
12) Energy-saving production
Low energy consumption as the machine spindle does not need to be stopped and started for reversing.
13) Threading in a lathe with live tools
Thread milling reduce machining time compared with thread turning. Excellent chip control minimizes the risk of tool failure.
14) Correct Thread Diameter right away
The Pitch diameter has been optically measured on thread mills from SmiCut and the theoretical external diameter has been individually laser marked on each cutter so you get a thread in tolerance right away. When the tool starts to wear it is possible to make adjustments in the CNC-program.
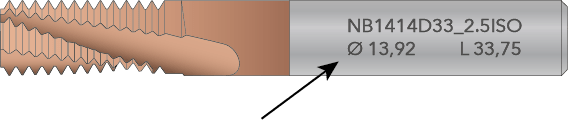
Theoretical external diameter is laser marked