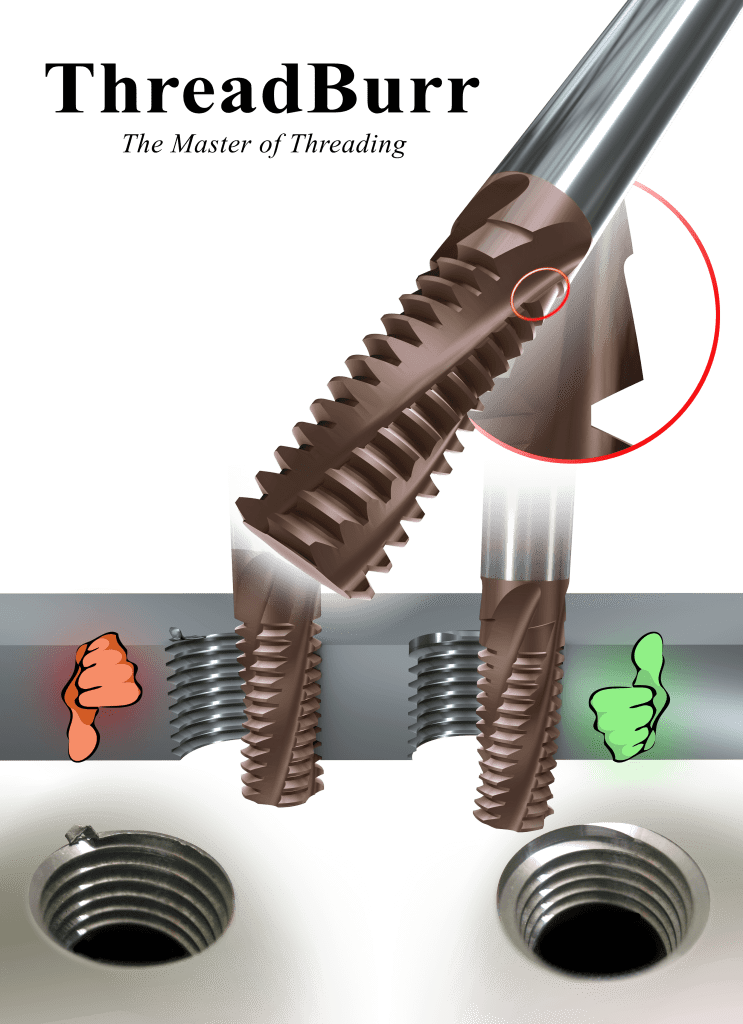
Gewindeschneiden und Entgraten in einem Arbeitsgang
Gewindefräser von SmiCut (ThreadBurr) bieten Ihnen einen schönen Einstieg und ein gratfreies Gewinde.
- Gewindeschneiden und Entgraten in einem Arbeitsgang
- Keine zusätzliche Zeit für das Entgraten
Der Entgratungsvorgang erfolgt automatisch beim Gewindefräsen, wodurch Sie ohne zusätzliche Kosten entgraten können. Die Verwendung von ThreadBurr ist auch dann nicht nachteilig, wenn Sie die Entgratungsfunktion nicht verwenden. ThreadBurr ist Standard bei allen Gewindefräsen von SmiCut.
Vibrationsfreie Gewindefräswerkzeuge
Viele dieser Gewindefräswerkzeuge verfügen über eine einzigartige vibrationsfreie Konstruktion, die zu einer höheren Produktivität führt. Entdecken Sie die Vorteile dieser innovativen Funktion, indem Sie hier klicken.

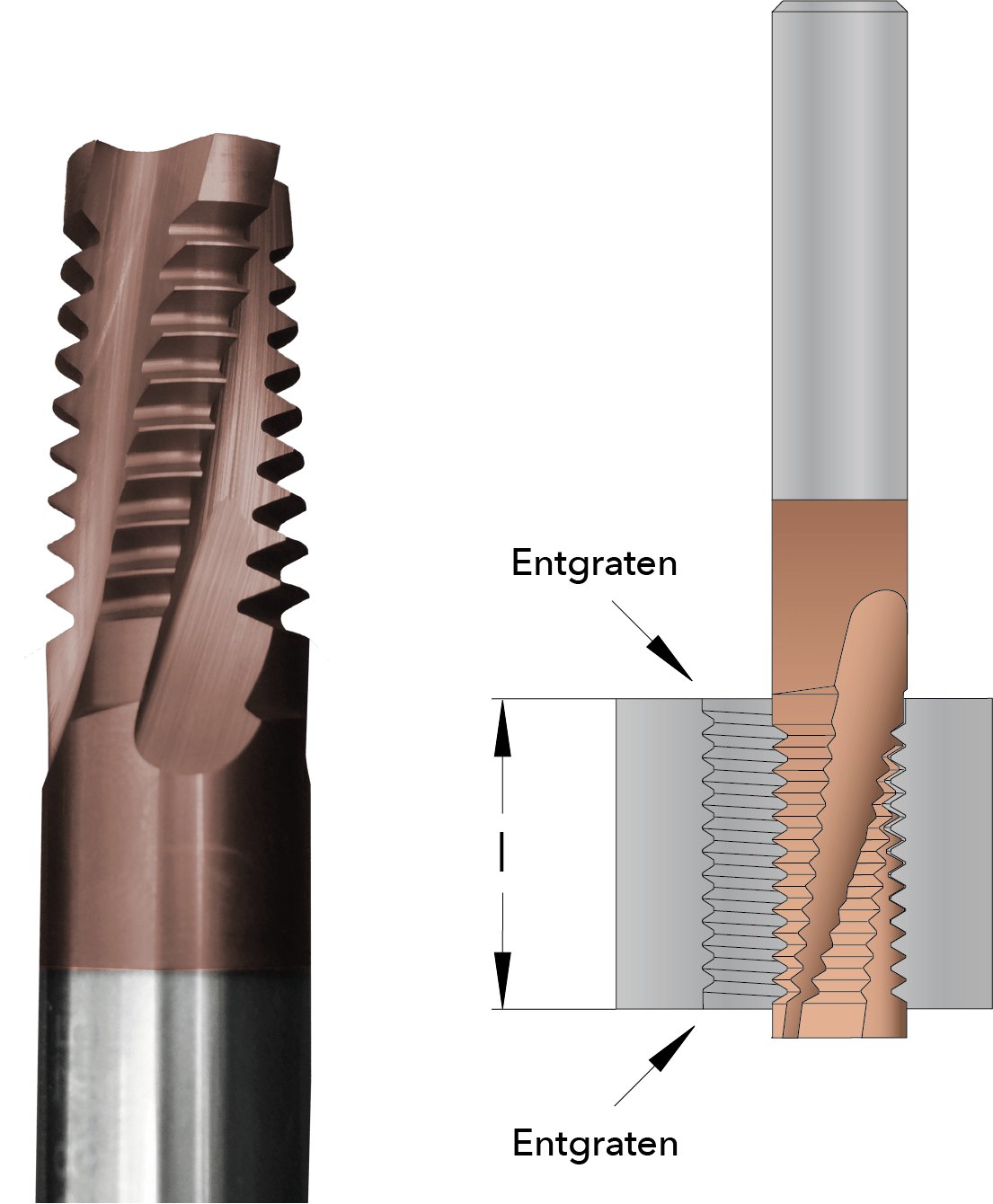
Mit Gewindefräsern aus Hartmetall von SmiCut können Sie in einem Arbeitsgang Gewinde schneiden und diese entgraten.
So erhalten Sie ein gratfreies Gewinde
Die Schnittlänge ist auf dem Werkzeug mit einer Lasermarkierung versehen und auch im Katalog angegeben. Dies ist der Abstand, der von der Oberfläche bis zum Loch gelten sollte, um einen perfekten Einstieg zu erhalten.
 Durchgangsbohrungen
Durchgangsbohrungen
Für Durchgangsbohrungen können Sie immer ein Standardwerkzeug verwenden. Bitte denken Sie daran, ein möglichst kurzes Werkzeug zu verwenden, um ein Höchstmaß an Stabilität und Wirtschaftlichkeit zu erreichen.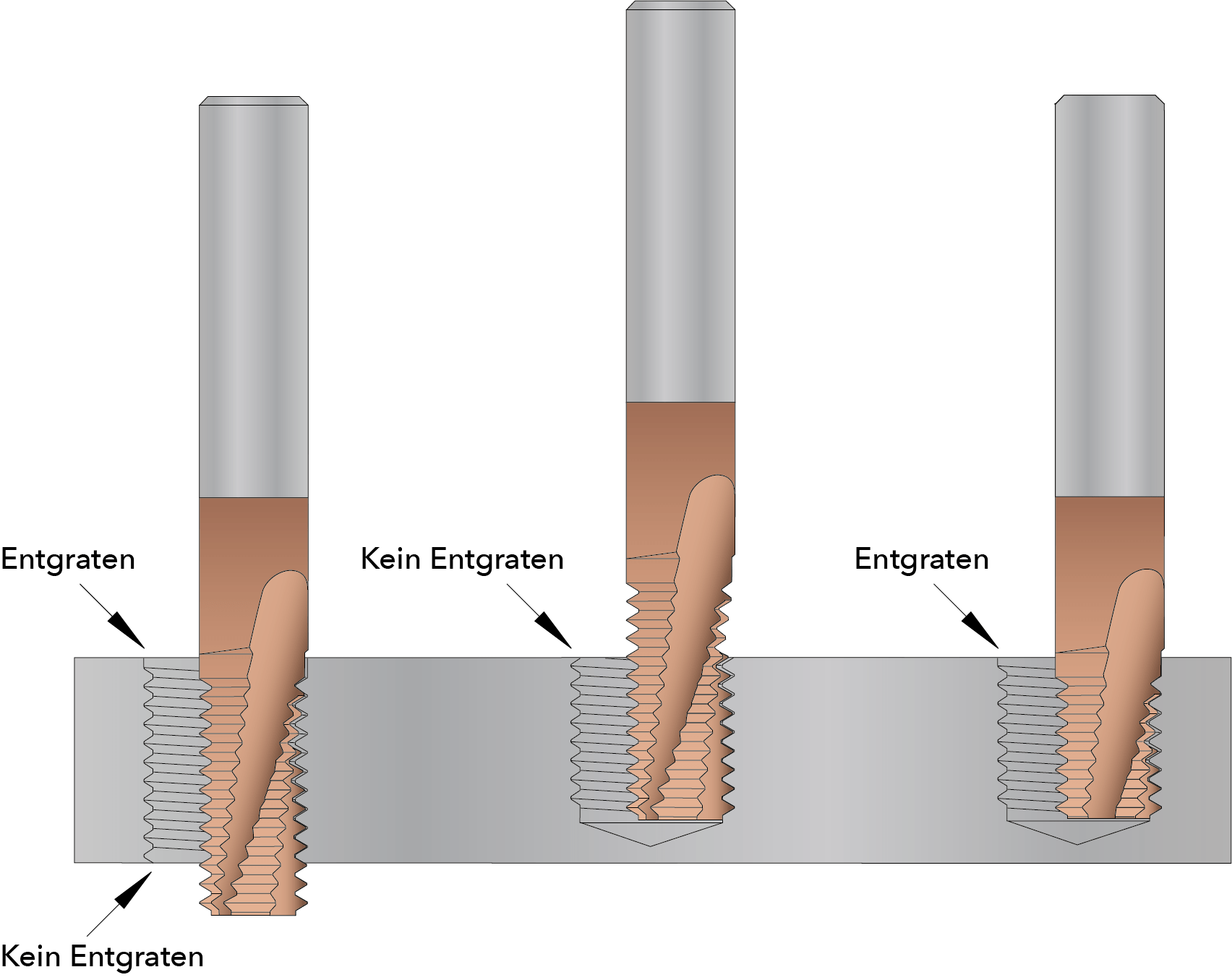
Sacklöcher
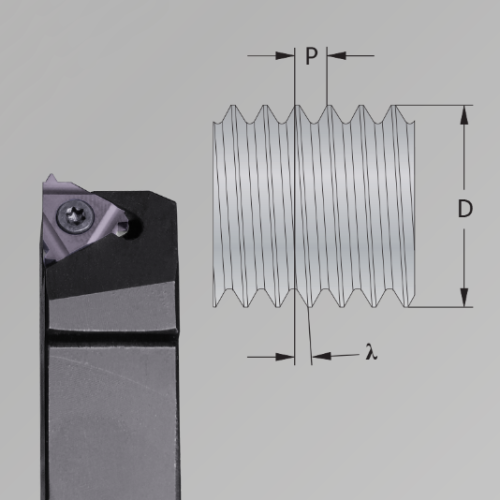
Bei Sacklöchern ist es wichtig, die richtige Schnittlänge (l) am Werkzeug zu wählen, um das Gewinde zu entgraten. In der Regel finden Sie bei uns ein dazu geeignetes Standardwerkzeug. Wenn nicht, schneiden wir das Werkzeug mit extrem kurzer Lieferzeit und zu einem vernünftigen Preis auf die richtige Länge zu. Beachten Sie Folgendes, wenn Sie ein Werkzeug für Sacklöcher bestellen.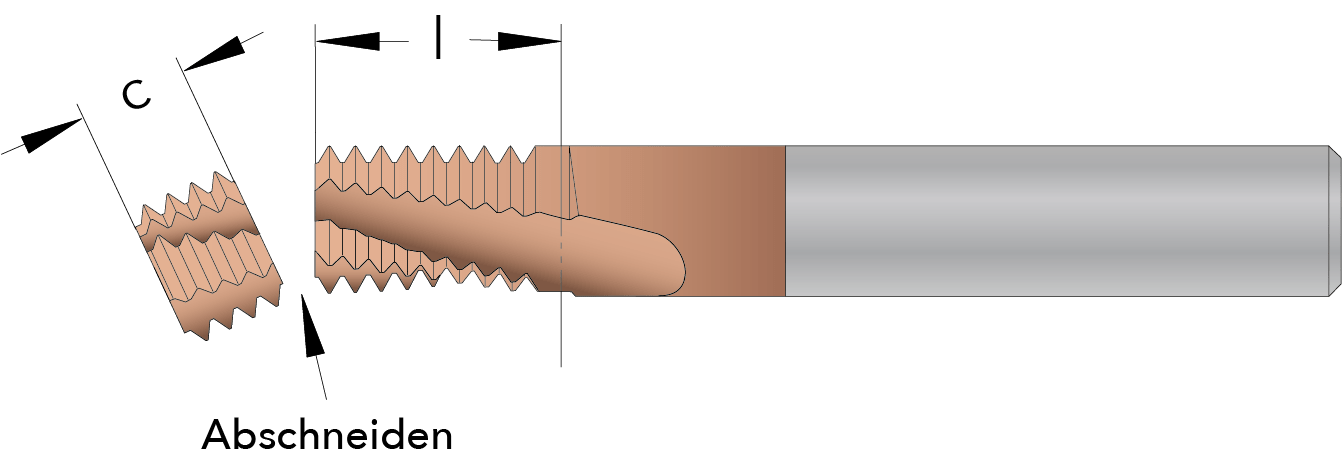
- Die Schnittlänge (l) sollte die erforderliche Gewindelänge (L) plus eine Teilung (P) sein.
- Der Abstand zum Abschneiden (c) muss durch die Teilung (P) teilbar sein.
Beispiel
M16x1,5 Gewindelänge 24 mm
Gewindefräsen mit NB1212D29_1,5ISO_AC (L = 29,25 mm)
| 24 + 1,5 = 25,5 mm | Erforderliche Schnittlänge (l) |
| 29,25 -25,5 = 3,75 mm | Maximales Abschneiden |
| 3,75 / 1,5 = 2,5 | Anzahl der abzuschneidenden Teilungen |
| 2 x 1,5 = 3,0 mm | Abstand bis zum Abschneiden (c) |
| 29,25 – 3,0 = 26,25 mm | Schnittlänge (l) nach dem Abschneiden |
| 26,25 – 1,5 = 24,75 mm | Gewindelänge (L) nach dem Abschneiden |
Sie brauchen das Werkzeug nur dann abzuschneiden, wenn Sie die Entgratfunktion bei Sacklöchern verwenden wollen und wenn es kein Standardwerkzeug mit geeigneter Schnittlänge gibt.
Gewinde auf beiden Seiten mit Double ThreadBurr entgraten
Es ist möglich, das Gewinde auf beiden Seiten entgraten zu lassen. Dafür müssen Sie ein Spezialwerkzeug verwenden, da die Gewindelänge von der Dicke des Materials abhängt. Lesen Sie dazu einen Fallstudienbericht über Double ThreadBurr. Beachten Sie Folgendes, wenn Sie ein Werkzeug zum beidseitigen Entgraten bestellen.
- Die Schnittlänge (l) sollte der Dicke des Materials entsprechen.
 Beispiel
Beispiel
M30x3 Gewindelänge 40 mm
| 40 / 3 = 13,3 | Anzahl der Teilungen |
| 13 x 3 = 39,0 mm | Schnittlänge (l) |
Gewindefräsen mit maßgefertigtem Werkzeug NBB2020D39_3.0ISO_AC (l = 39,0 mm)