

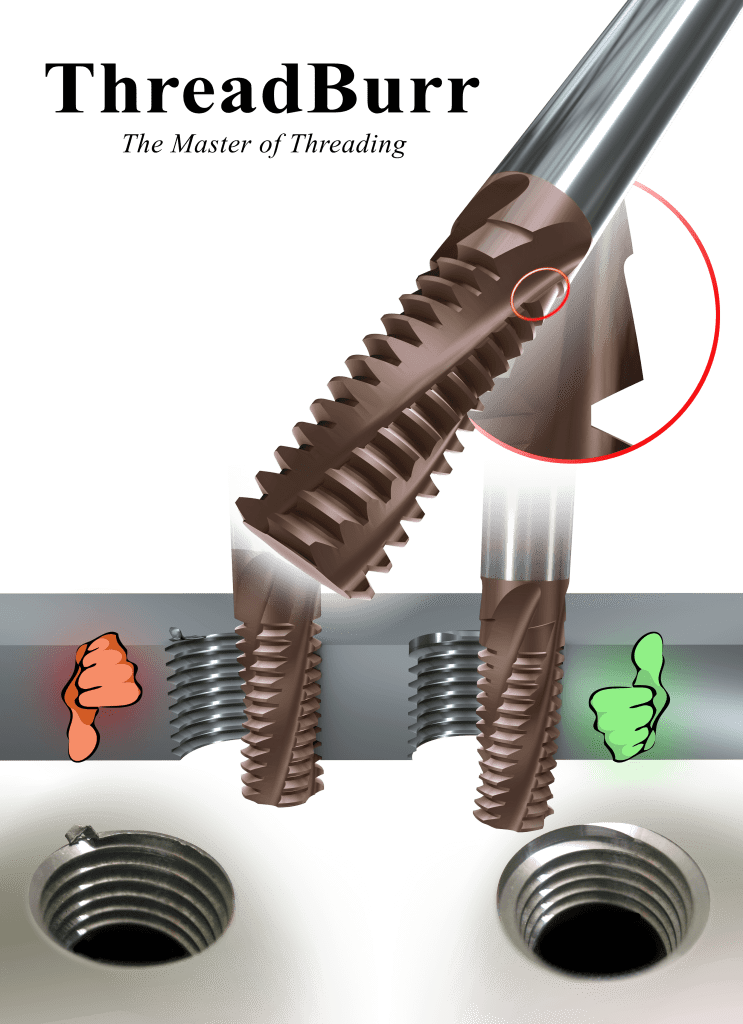
Filettatura e smusso in un’unica operazione
Con le frese a filettare SmiCut (Threadburr) otterrete un buon ingresso e un filetto senza bave.
- Filettatura e smusso in un’unica operazione
- Non serve tempo ulteriore per lo smusso e la sbavatura
L’operazione di sbavatura viene effettuata in automatico durante la filettatura, senza costi aggiuntivi. Non ci sono svantaggi nell’utilizzo di ThreadBurr, anche se di solito non si effettua la sbavatura. La tecnologia ThreadBurr è standard in tutte le frese a filettare SmiCut.
Frese per filettare senza vibrazioni
Molte di queste frese a filettare hanno un design unico privo di vibrazioni, con conseguente miglioramento della produttività. Scopri i vantaggi di questa innovativa funzionalità cliccando qui.

Con le frese a filettare in metallo duro SmicCut potrete filettare e sbavare in un’unica operazione.
Come ottenere un filetto senza sbavature
La lunghezza di taglio è marcata a laser sull’utensile e la si può trovare anche a catalogo. Questa è la profondità da raggiungere nel foro dalla superficie per ottenere un ingresso perfetto.

Guarda la parte 3 della serie di video SmiProg per ottenere più informazioni su come utilizzare ThreadBurr.
Fori passanti
Per i fori passanti è sempre possibile utilizzare un utensile standard. È preferibile scegliere l’utensile più corto tra le alternative a disposizione, così da ottenere la migliore stabilità e convenienza.
Fori ciechi
In caso di fori ciechi è importante conoscere la lunghezza di taglio (I) corretta per ottenere un filetto senza bave. In genere l’utensile adatto è disponibile tra quelli standard. In caso contrario, provvederemo a tagliare l’utensile alla lunghezza corretta con tempi di consegna molto rapidi e ad un prezzo ragionevole. Nel caso si richieda un utensile per fori ciechi, si tengano a mente i seguenti dati:
- La lunghezza di taglio (I) deve corrispondere alla lunghezza del filetto (L) più un passo (P).
- La lunghezza della parte da rimuovere (c) deve essere divisibile per il passo (P).

Esempio
Filetto M16x1,5 lunghezza 24 mm
Filettatura con NB1212D29_1.5ISO_AC (L = 29,25 mm)
| 24 + 1,5 = 25,5 mm | Lunghezza di taglio richiesta (I) |
| 29,25 -25,5 = 3,75 mm | Massima lunghezza da rimuovere |
| 3,75 / 1,5 = 2,5 | Numero di passi da rimuovere |
| 2 x 1,5 = 3,0 mm | Lunghezza da rimuovere (c) |
| 29,25 – 3,0 = 26,25 mm | Lunghezza di taglio (l) dopo la rimozione |
| 26,25 – 1,5 = 24,75 mm | Lunghezza del filetto (L) dopo la rimozione |
Il taglio dell’utensile si rende necessario solo quando si vuole ottenere la sbavatura in caso di fori ciechi e se non ci sono utensili standard disponibili con la lunghezza di taglio richiesta.
Doppio ThreadBurr, per un filetto senza sbavature su entrambi i lati
Per ottenere un filetto senza sbavature su entrambi i lati serve un utensile speciale poiché la lunghezza del filetto dipende dallo spessore del materiale. Qui è disponibile il report di un caso di studio riguardante il doppio ThreadBurr. È importante ricordare questa informazione in fase di ordine se si deve effettuare la sbavatura sui due lati.
- La lunghezza di taglio (I) dovrebbe corrispondere allo spessore del materiale.
 Esempio
Esempio
Filetto M30x3 lunghezza 40 mm
| 40 / 3 = 13,3 | Numero di passi da rimuovere |
| 13 x 3 = 39,0 mm | Lunghezza di taglio (l) |
Filettatura con utensile speciale NBB2020D39_3.0ISO_AC (l = 39,0 mm)


