

ねじ切り加工でリード角が重要となる理由
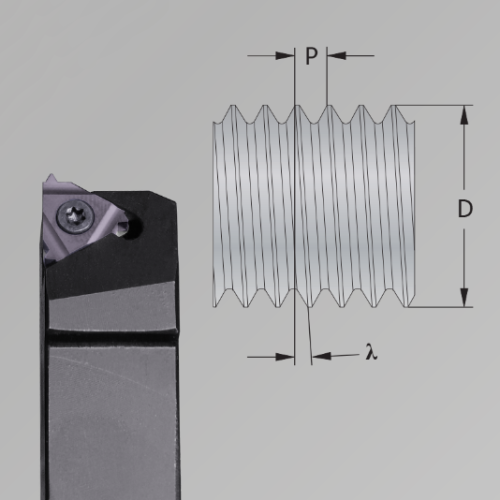
リード角の理解は、安定したねじ切り加工を行ううえで極めて重要です。リード角とは、ねじ側面がどの程度傾斜しているかを示す角度で、ねじが円筒上に螺旋状に形成されることで生じます。ホルダに取り付けたねじ切りインサートの角度がリード角と一致していない場合、工具摩耗の増加やねじ形状不良の原因となります。
最適な切削性能を得るには、インサート角度をねじのリード角に合わせてホルダ側で調整する必要があります。一般的には角度補正用アンビルを使用して調整します。適切なセットアップにより、加工効率の向上、不良発生の抑制、そして工具寿命の延長が期待できます。

リード角はねじのピッチ(P)と直径(D)によって変化し、計算で求めることができます。
リード角の計算に適したねじ径とは?
ねじ切り加工が可能かどうかを確認する目的でリード角を求める場合、おおよその値で十分です。簡易的な確認であれば外径(メジャー径)を用いれば問題ありません。
より正確な値を求めたい場合は、外径と内径の平均値を用いることで、実際のリード角に近い値(ピッチ径相当)になります。ピッチ径はリード角計算において最も信頼性の高い基準です。
まとめ:
- 簡易計算:外径(メジャー径)を使用
- 精密計算:ピッチ径を使用
多条ねじ(マルチスタートねじ)
ピッチに条数を掛けてリード量を求め、そのリード量を用いてリード角を算出します。
三角形インサート:最適な加工には適正アンビルの選定が重要
三角形インサートを使用する際は、ホルダの設定角度がねじのリード角と合っていることが重要です。標準ホルダには 1.5° のプリセット角が設けられており、加工するねじのリード角が異なる場合は、適正角度のアンビルに交換することで安定した加工が可能になります。

三角形インサートの角度は、加工するねじのリード角に合わせることが重要です。必要に応じて適正角度のアンビルへ交換し調整します。
リード角を計算し、適正アンビルを選定
正確なリード角の計算と、使用インサートに応じた最適アンビルの選定が行える「リード角計算ツール」をぜひご利用ください。
以下の手順による手動計算も可能です:
- 図を参照し、最適なアンビル角度を確認します。
- インサートの種類に応じて、表からアンビルの品番を確認します。
アンビル角度選定図
値が青色領域(標準 1.5°)に入る場合は、ホルダ付属の標準アンビルで対応できます。青色領域外の場合は、適正角度のアンビルへの交換を推奨します。








アンビル品番表
使用インサートおよび必要角度に応じて、最適なアンビルを選定します。表には、注文時に必要となる品番を記載しています。負角のアンビルは、左勝手工具で右ねじを加工する場合、または右勝手工具で左ねじを加工する場合に使用されます。
(表が見切れる場合は、スマートフォンを横向きにしてご覧ください)
mm
4.5°
3.5°
2.5°
1.5°
0.5°
-0.5°
-1.5°
FourCut:アンビル不要、ホルダ 1 本で対応
FourCut インサートの大きな特長は、広いフランククリアランスを確保している点です。これにより、リード角を厳密に合わせる必要がありません。標準ホルダには 2° のプリセット角が設けられており、ほとんどのねじ加工を 1 本のホルダで対応できます。幅広いリード角に適応できる柔軟性の高いねじ切りシステムです。

FourCut インサートは広めのフランククリアランスを備えているため、標準ホルダだけで多くのねじ加工に対応できます。
FourCut ねじ切り対応範囲図
この図は、FourCut が幅広い直径・ピッチを同一ホルダで加工できることを示しています。アンビル不要で多様な条件に対応できるため、非常に柔軟性の高いねじ切り工具です。

リソース・サポート
SmiCut は、お客様のねじ切り加工が常に高精度・高生産性で行えるようサポートいたします。工具の使用方法やホルダ・インサートの選定など、ご不明点があればお気軽にお問い合わせください。技術サポートチームが対応いたします。 info@smicut.se までご連絡ください。