

了解震動與其對於機械加工的影響
在銑牙加工過程中的震動可以說是個重要的問題,影響刀具壽命、螺紋品質和機器效率。是什麼造成這些震動?通常源於刀具與工件間的互動。如果刀具未能在適當時刻進刀或退刀,可能就會導致這些擾人震動。此外,我們給機器的程式也十分重要,合適的加工程式可以最大程度地減少這些干擾。
在這篇文章中,我們將探討刀具設計如何會影響震動,並提供該如何設計機器程式,以達到更順暢、更有效率的銑牙加工。
刀具設計如何影響震動
要達到可抗震的刀具,重要的是在整個過程中保持一致的切削力和工具負荷。
切削刃過早離開
如果切削刃處過早離開,會產生不規律的刀具負載,造成震動。
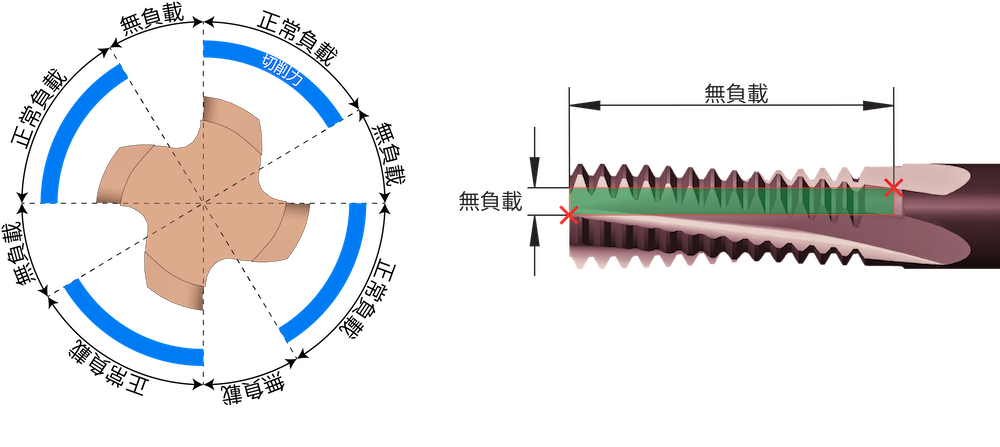
此銑牙刀無抗震
切削刃過晚離開
如切削刃過晚離開,除了不規律的刀具負載外,因有兩個刃口同時切削,還會造成過高的負載。

此銑牙刀無抗震
解決方式
為了達到全抗震刀具,切削刃不應該在下一個切削刃開始碰觸材料之前就離開材料。
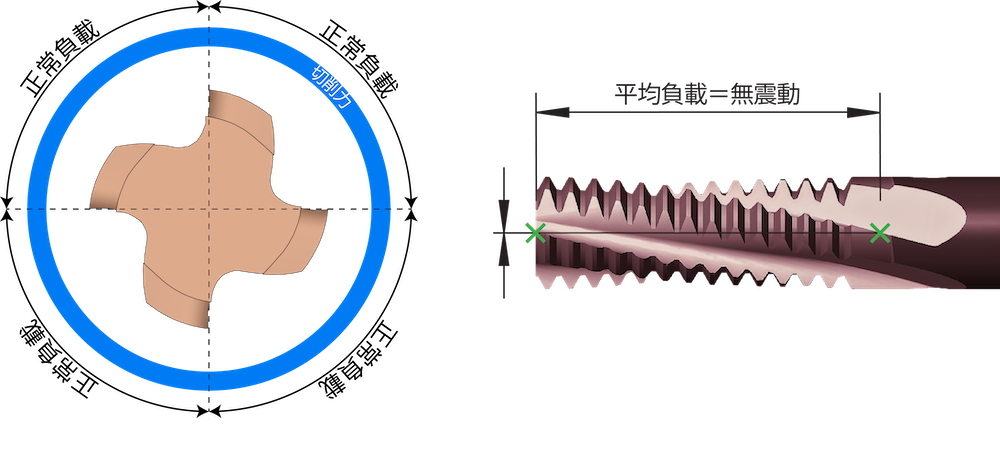
此銑牙刀具有最佳的螺旋角度、刀具直徑和刃數,以確保使用完整刃長時可以無震動地加工。
SmiCut如何設計抗震銑牙刀
以下參數將影響刀具是否可達到抗震之加工:
- 牙長:牙長是無法修改的,因為這多是由圖面決定。
- 刀具直徑:粗牙螺紋的刀徑總是相同的,因為他們被設計為盡可能的強壯。
- 刃數:增加刃數有助於達到抗震加工,但需要注意某些材料可能會出現排屑問題。
- 刀具的螺旋角度:刀具的螺旋角度可以稍微調整。由我們的經驗可知螺旋角15°是最佳的,但在12°至18°之間也可以獲得良好的效果。
基於這個考量,SmiCut設計的銑牙刀在適當加工條件下以正確的螺紋長度使用時,將可抗震加工。較短的螺紋長度應該有更多刃數。
| 螺紋長度 | 新設計 | 傳統設計 | |
| 1,5xD | 五刃 | 三刃 | 多兩刃 |
| 2xD | 四刃 | 三刃 | 多一刃 |
| 2,5xD | 三刃 | 三刃 | 與先前相同 |
| 3xD | 三刃 | 三刃 | 與先前相同 |
較多刃數時,您可體驗到較少震動,較短加工時間,較長刀具壽命並且更為經濟。
使用正確的程式以降低震動
當出現震動問題時,通常會增加加工次數。可以將螺紋加工分成兩次或三次進行,取代一次完成。
常見的方法是先以較小直徑進行第一次加工,然後在最後一次加工時將直徑增加到所需的正確尺寸。這將導致徑向進給時形成難以斷裂的切屑,可能無法像您期望的那樣減少震動。
為了避免這種情況,您不僅應該改變額外進刀的直徑,還應該改變它們的高度(Z軸)。如果這樣做,您將會有側面進給所形成的易斷裂切屑和較少震動。SmiProg加工程式可以為您提供多次進刀時的正確進給。
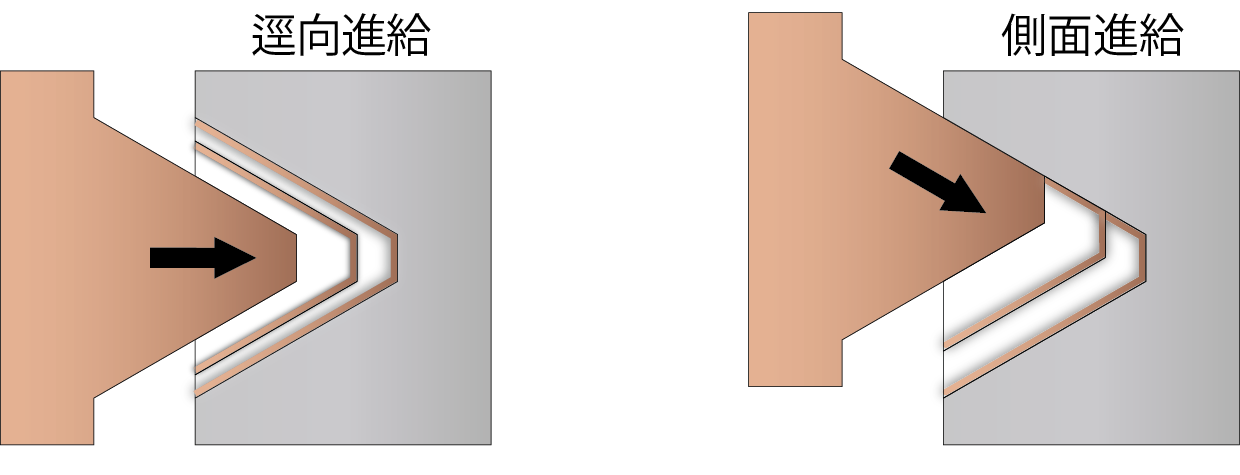
使用三次進刀完成銑牙。採用側面進給以減少震動。當您進行多次進刀時,SmiProg會提供側面進給的數據。
詳細資料
抗震銑牙刀 (PDF)
SmiCut 主目錄
詳細資料
銑牙刀具
SmiProg-銑牙程式
銑牙加工-常見問題