Miért számít a minimális furatátmérő?
A belső menetek esztergálással történő gyártásakor az egyik fontos tényező a minimális furatátmérő. Ez a méret kulcsszerepet játszik az adott menethez megfelelő szerszámok kiválasztásában.
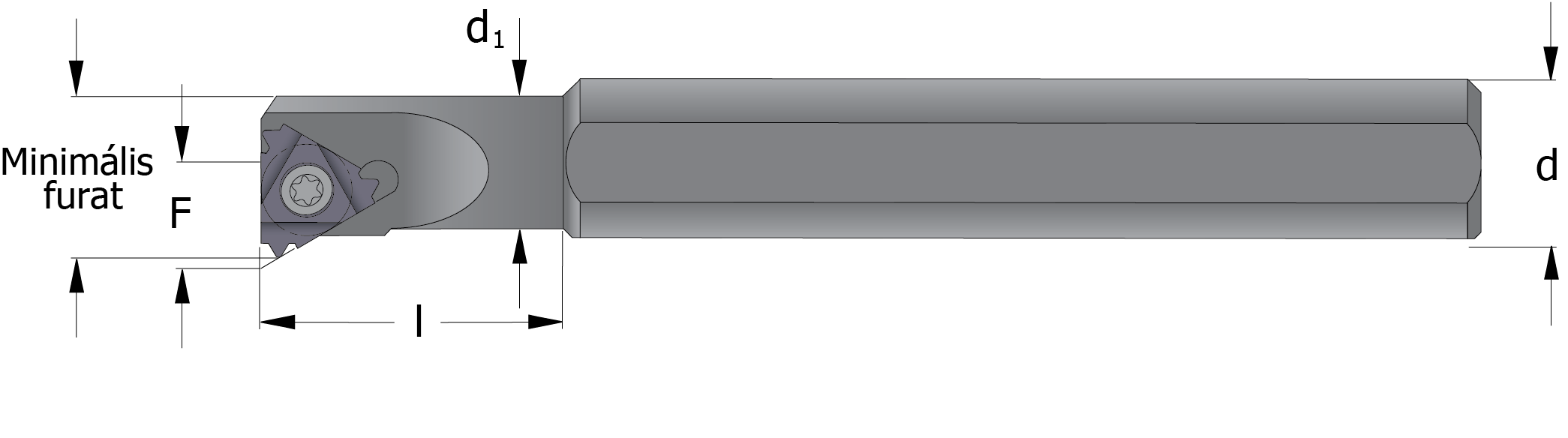
Először is, a SmiCut katalógusban minden szerszámtartóhoz megadjuk a hozzávetőleges minimális furatméretet. Ez az a legkisebb átmérő, amelybe a szerszám bemehet. Fontos azonban megjegyezni, hogy a tényleges méret a használt lapkától függően változhat.
További segítségként készítettünk egy táblázatot, amely segít meghatározni a menetforgácsoló szerszámtartóink pontos minimális furatátmérőjét a használt betét alapján.
A megfelelő minimális furatméretű szerszámtartó és lapka kiválasztása
A menetvágási műveletekhez a megfelelő szerszámok kiválasztása kulcsfontosságú a pontosság és a hatékonyság szempontjából. A megfelelő méretű szerszámtartó és betét kiválasztásához kövesse az alábbi lépéseket:
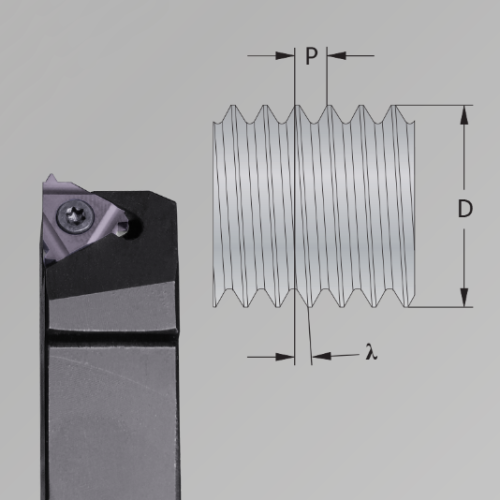
- Elemezze a menetrajzot: Kezdje a menetrajz vizsgálatával, hogy megértse a szükséges furatméretet. Fordítson figyelmet a menet kisebb átmérőjére, mivel ez jelzi a minimálisan szükséges furatméretet.
- Ellenőrizze a szerszámtartó méreteit: Ezután tekintse meg katalógusunkat vagy online áruházunkat a szerszámtartók méreteinek áttekintéséhez. Hasonlítsa össze a katalógusban megadott hozzávetőleges min. furatátmérőt a menetrajzon feltüntetett értékkel. Ez segít a megfelelő szerszámtartó kiválasztásában. Ha bizonytalan a szerszámtartó megfelelőségét illetően, akkor a következő lépésben határozza meg a pontos méretet.
A helyes minimális furatméret ismeretében kiválaszthatja a legjobb szerszámokat a gyártandó menethez.
- Használja részletes táblázatunkat: A kiválasztás megkönnyítése és a bizonytalanság minimalizálása érdekében kidolgoztunk egy táblázatot. Ez a táblázat leegyszerűsíti a folyamatot azáltal, hogy az egyes lapkák „X-méretét” összehangolja a megfelelő szerszámtartóval, így meghatározva a pontos minimális furatméretet. Íme, hogyan használhatja:
- Válassza ki a szerszámtartót és a lapkát: Először válassza ki a menetvágási művelethez használni kívánt szerszámtartót és lapkát.
- Nézze meg a táblázatunkat: Tekintse meg PDF táblázatunkat, amely az összes szerszámtartónkat felsorolja.
- Keresse meg az X-mérést: Keresse meg a kiválasztott lapka X-méretét, amely a SmiCut katalógusban vagy a SmiCut online áruházban érhető el.
- Egyeztetés a minimális furatátmérő meghatározásához: Igazítsa a lapka X-méretét a kiválasztott szerszámtartóhoz, hogy pontosan meghatározhassa a szerszámkombináció minimális furatátmérőjét.
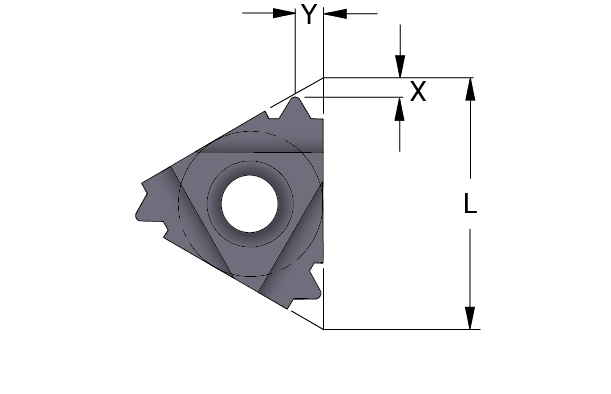
Az X- méret a vágóél és a lapka méretének (L) távolságát jelenti. Ez a méret a lapka menetemelkedésével változik.
Például:
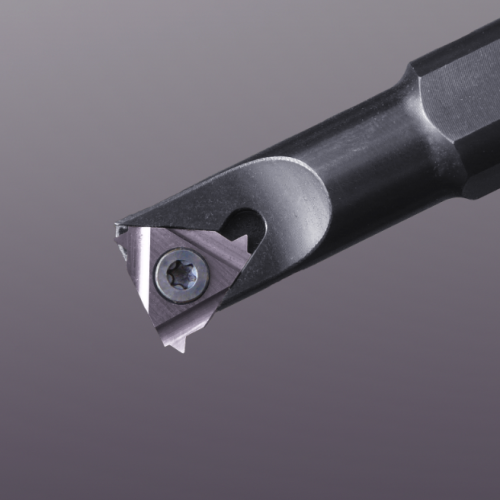
Ha például egy SIR_0020_P16 szerszámtartót használ egy 16IR_1.25ISO_FC lapkával, és a 16IR_1.25ISO_FC lapka X-mérete 0,8 mm (ahogy a katalógusunkban vagy az online áruházunkban található), akkor a SIR_0020_P16 szerszámtartó minimális furatátmérője 22,9 mm lenne, ahogy a PDF táblázatban látható.
További források és támogatás
Összefoglalva, elkötelezettek vagyunk amellett, hogy precizitást biztosítsunk az Ön menetforgácsolási feladatai során. Amennyiben segítségre van szüksége a táblázatunk használatához, a megfelelő szerszámtartó és lapka kiválasztásához, vagy egyéb kérdéseivel kapcsolatban, műszaki támogató csapatunk készséggel áll rendelkezésére. Vegye fel velünk a kapcsolatot a info@smicut.se címen.