ねじ切りとバリ取りを1工程で
スミカット社製スレッドミル(スレッドバー)により、入り口のきれいなバリ無しねじを加工できます
- ねじ切りとバリ取りを1工程で
- バリ取りのための時間を集約
バリ取り加工は、スレッドミル加工と同時に完了するので、バリ取りのコストはそのまま削減できます。たとえ、バリ取り機能を使用しない場合でも、スレッドバーを使用して、デメリットはありません。スレッドバーはスミカット社製のスレッドミルの標準機能となっています。

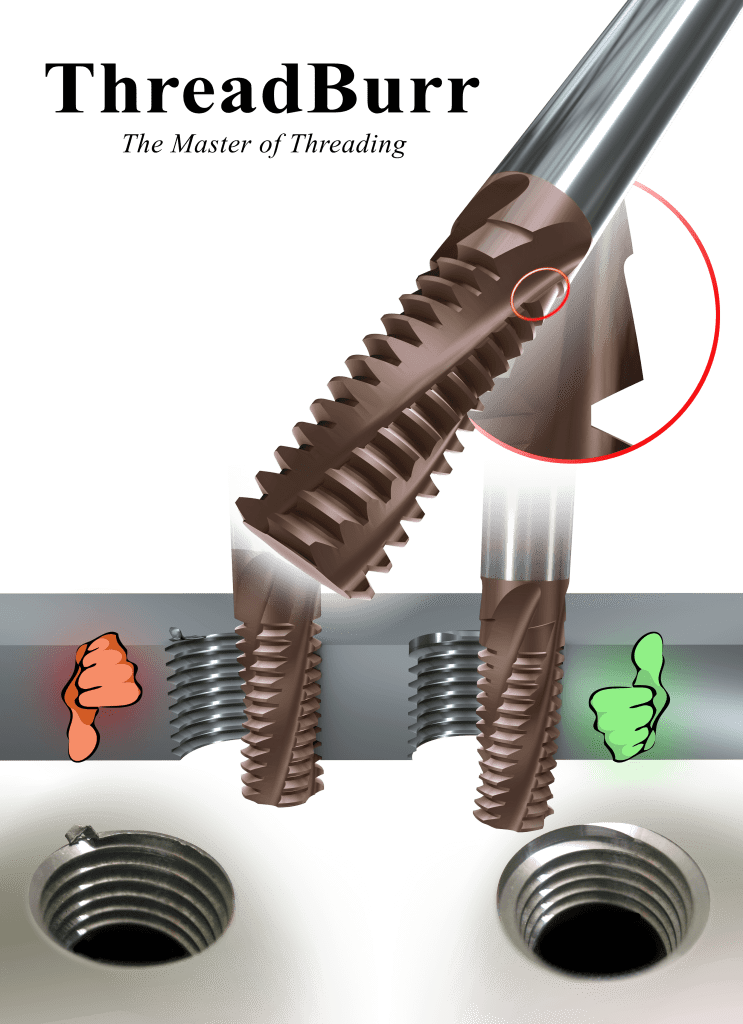
スミカット社製のスレッドミルで、ねじ切りとバリ取りは1工程に
バリ無しねじ加工
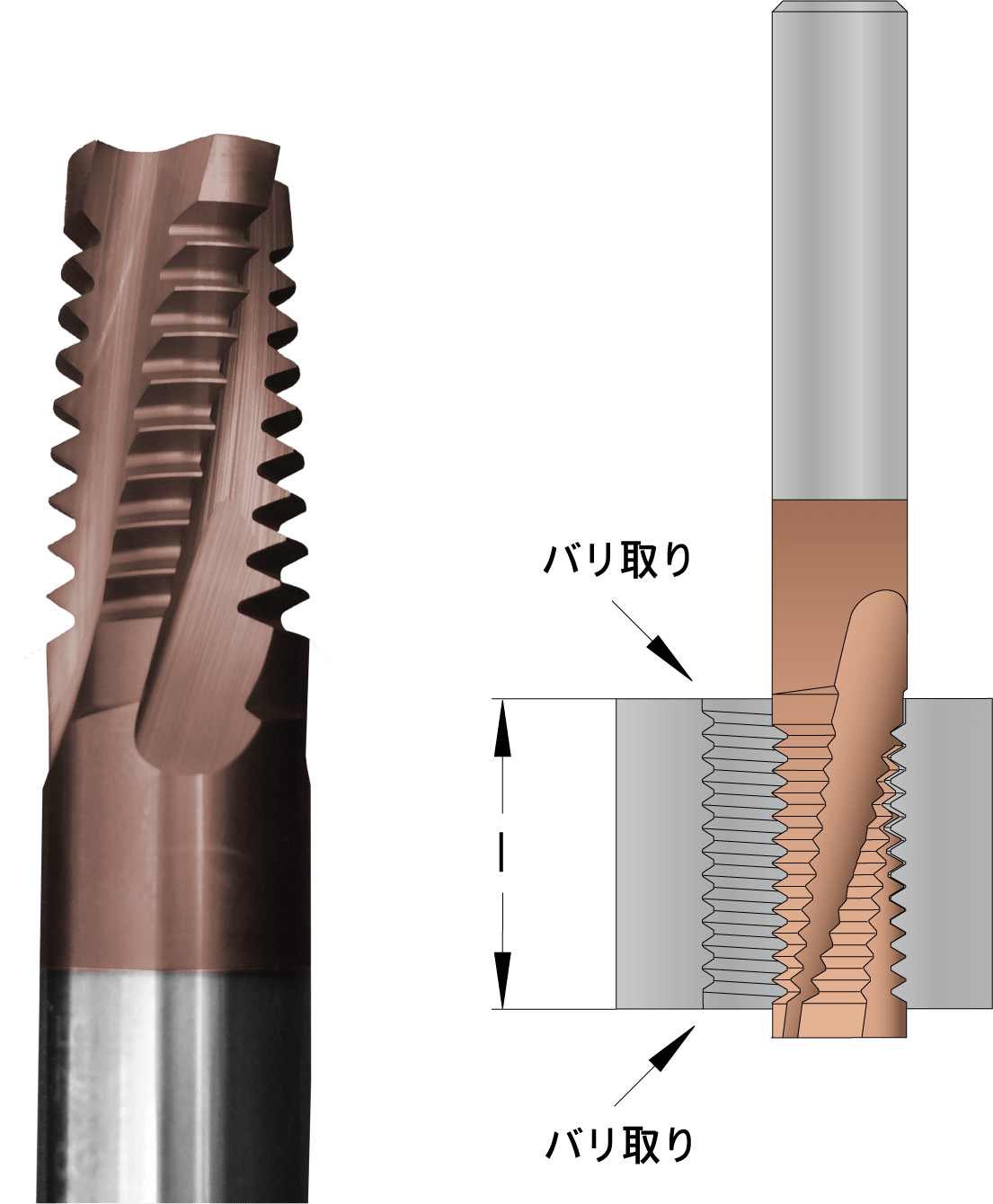
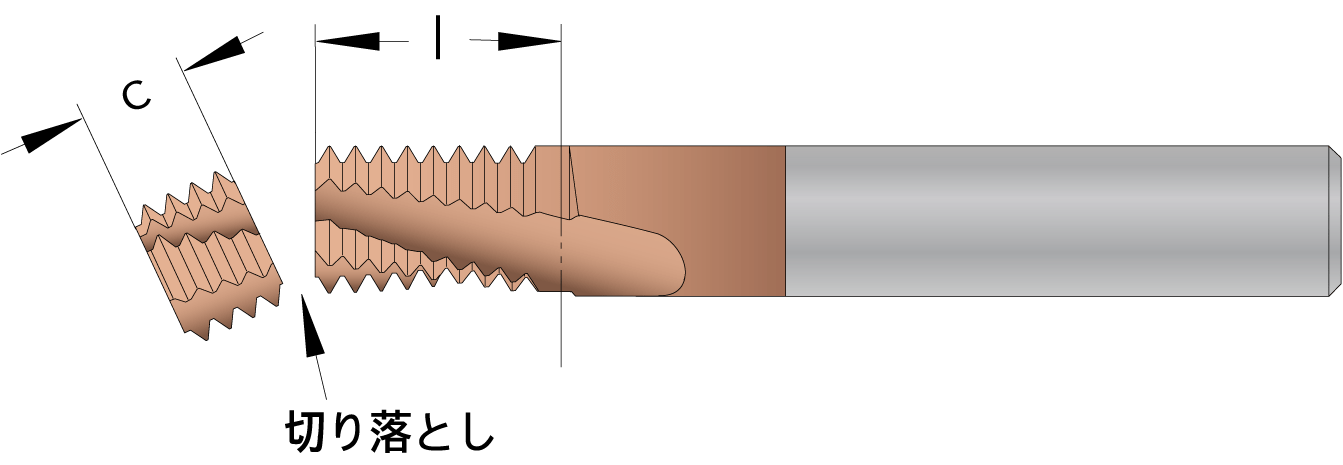
ツールの刃長は、カタログだけでなく、ツールにマーキングもされています。この長さの分だけ穴の中に入れていただくことで、入り口のバリ取りが同時に行えます。
 通り穴
通り穴
通り穴にはいつも標準ツールをご利用いただけます。いつも必要に十分な限りにおいて、できるだけ短いツールを選ぶことが、剛性と経済性の観点から大切です。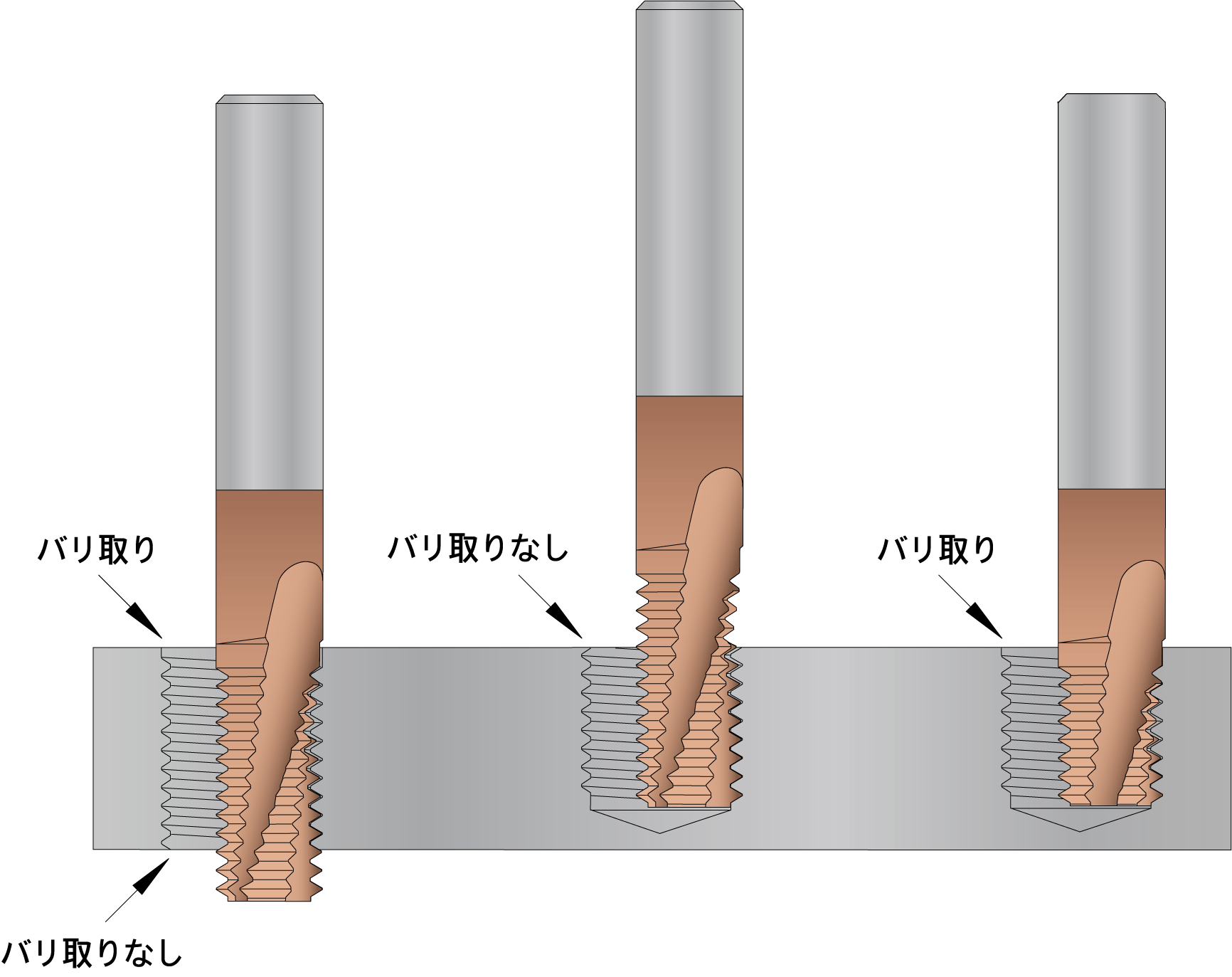
止まり穴
止まり穴の加工の際に、正しい刃長(l)のものを使用しなければ、バリ取りができません。標準品サイズの中から、適当な刃長のものがない場合、スミカットで標準品から切り落として出荷もしています。短納期、適正価格で行えますので、止まり穴加工の際には覚え置きください。
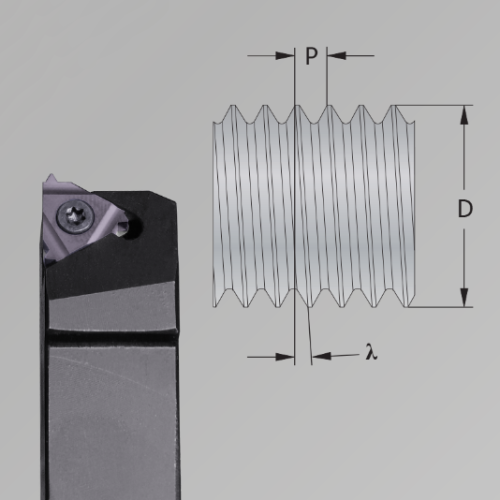
- 刃長(l)は必要なねじ長(L)+ピッチ(P)になります。
- 切り落とす長さ(c)はPで割り切れる数字のみ可能です
例
M16x1.5 ねじ長24mm
NB1212D29_1.5ISO_AC (L=29.25mm)でのスレッドミル加工
| 24 + 1,5 = 25,5 mm | 必要な刃長(l) |
| 29,25 -25,5 = 3,75 mm | 最大切り落とし長 |
| 3,75 / 1,5 = 2,5 | 何ピッチ分切り落とすか |
| 2 x 1,5 = 3,0 mm | 切り落とし長(c) |
| 29,25 – 3,0 = 26,25 mm | 切り落とし後の刃長(l) |
| 26,25 – 1,5 = 24,75 mm | 切り落とし後のねじ長(L) |
切り落としが必要になるのは、止まり穴加工時にバリ取り機能を使用するにあたって、標準品から適当な刃長のものがない時だけです。
両サイドのバリ取りには、ダブルスレッドバーもございます(スペシャル)
ねじの両サイドのバリ取りをしたい、ということもあります。その際には、スペシャルツールをお求めいただけます。ねじ長はそれぞれの加工の材料厚みによるためです。ダブルスレッドバーの事例を参照くださり、両サイドのバリ取りをされたいときには下記の点を覚え置きください。
- 刃長(l)は材料厚みと等しくする
 例
例
M30x3 ねじ長40mm
| 40 / 3 = 13,3 | ピッチ数 |
| 13 x 3 = 39,0 mm | 刃長(l) |
スペシャルツール NBB2020D39_3.0ISO_AC (l=39.0mm)でのスレッドミル加工