銑牙修毛邊一次完成
SmiCut的ThreadBurr銑牙刀,不但銑牙孔口表面精細且不會有煩人的毛邊
- 銑牙修毛邊一次完成
- 無需花額外時間去毛邊,節省加工時間
修毛邊功能是在銑牙的同時完成,沒有額外的加工成本,每一支SmiCut的銑牙刀出廠都有修毛邊功能,若沒有使用到此功能,也不影響加工程序。
抗震銑牙刀
這裡許多螺紋銑刀具有特殊的抗震設計,從而提高了生產效率。點擊這裡,了解這項創新功能的優勢。

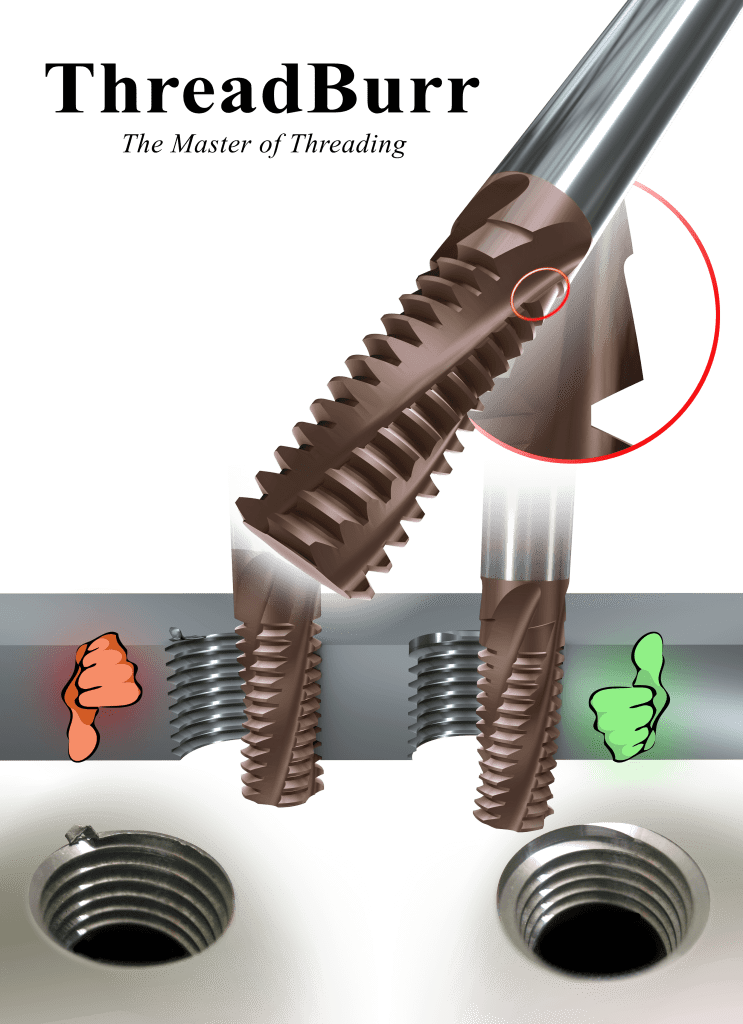
使用SmiCut的銑牙刀,銑牙修毛邊可一次完成。
如何做出修毛邊的牙孔表面?
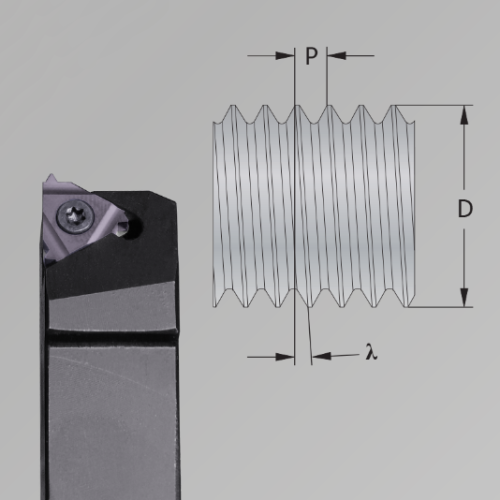
若需要修去毛邊的牙孔表面,刃長必須等於加工深度,刃長可由刀柄雷刻或是目錄上得知。
 通孔加工時
通孔加工時
若是通孔,我們有各種刃長的標準品可供您選擇,謹記:選擇的刃長越短越好,因其加工的穩定度會越好也最節省成本。
盲孔加工時
若是盲孔,則刃長(I)需等於加工深度,標準品刃長選擇多,通常可滿足您的要求。若需不同於標準品的刃長,我們也可提供切斷服務,交期快且價格合理。若需訂製切斷,請注意:
- 刃長(I)等於牙長(L)加上一牙距(P)
- 切斷的長度(c)需可被牙距(P)整除

範例
M16x1,5 螺紋長度 24 mm
使用型號: NB1212D29_1.5ISO_AC (L = 29,25 mm)
| 24 + 1,5 = 25,5 mm | 需求刃長(l) |
| 29,25 -25,5 = 3,75 mm | 最大可切除的長度 |
| 3,75 / 1,5 = 2,5 | 換算成牙數 |
| 2 x 1,5 = 3,0 mm | 抓整數計算出實際切斷長度( c) |
| 29,25 – 3,0 = 26,25 mm | 切斷後的刃長(l) |
| 26,25 – 1,5 = 24,75 mm | 切斷後的牙長(L) |
只有在您必須在盲孔使用去毛邊功能且沒有標準品可選用時才需要進行切斷。
孔雙面都去毛邊的訂製刀Double ThreadBurr
孔的兩端都去毛邊是可以做到的,這一個加工程序需要訂製刀,因所需牙長和工件厚度相關。按此可查看我們雙頭修邊訂製刀的案例。此訂製刀款請注意:
- 刃長(l)需等於工件厚度
 範例
範例
M30x3 螺紋長度 40 mm
| 40 / 3 = 13,3 | 牙數計算 |
| 13 x 3 = 39,0 mm | 刃長(l) |
使用型號: 訂製刀NBB2020D39_3.0ISO_AC (l = 39,0 mm)
詳細資料
SmiCut 主目錄
相關連結
抗震銑牙加工