

Comprensione delle vibrazioni e del loro impatto sulla lavorazione
Le vibrazioni durante la fresatura di filetti possono rappresentare un problema significativo, incidendo sulla durata dell’utensile, sulla qualità del filetto e sull’efficienza della macchina. Cosa provoca queste vibrazioni? Spesso, tutto dipende dal modo in cui l’utensile interagisce con il materiale. Se l’utensile non si aggancia o si disinnesta al momento giusto, possono verificarsi vibrazioni indesiderate. Inoltre, il modo in cui programmiamo le nostre macchine gioca un ruolo cruciale. Una programmazione corretta può ridurre al minimo queste interferenze.
In questo articolo esploreremo l’impatto della progettazione dell’utensile sulle vibrazioni e forniremo indicazioni su come programmare le operazioni della macchina per una fresatura di filetti più fluida ed efficiente.
Come il design degli utensili influenza le vibrazioni
Per ottenere un utensile privo di vibrazioni, è importante mantenere forza di taglio e carico sull’utensile costanti durante l’intero processo.
DISTACCO ANTICIPATO DEL TAGLIENTE
Se il tagliente si allontana troppo presto, si verificherà un appoggio utensile irregolare, causando vibrazioni.
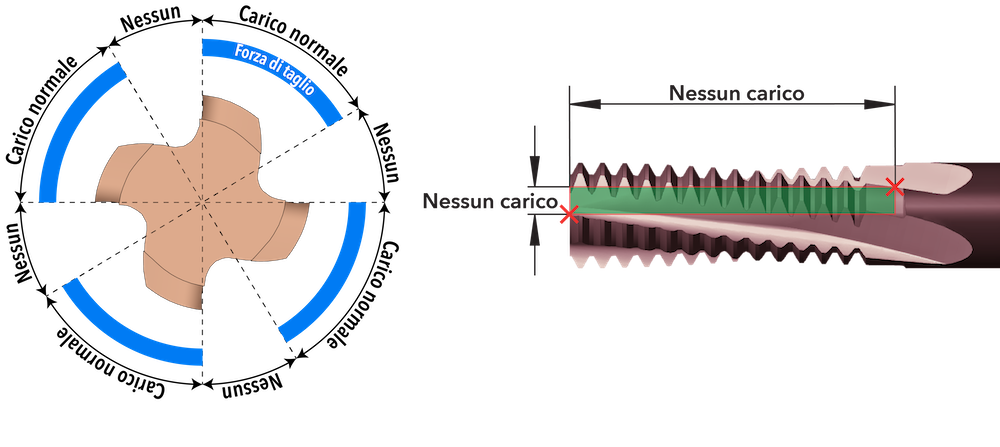
Questa fresa per filettare non è esente da vibrazioni.
DISTACCO POSTICIPATO DEL TAGLIENTE
Se il tagliente si allontana troppo tardi, oltre al carico irregolare, si verificherà un carico molto elevato dovuto al taglio simultaneo di due scanalature.
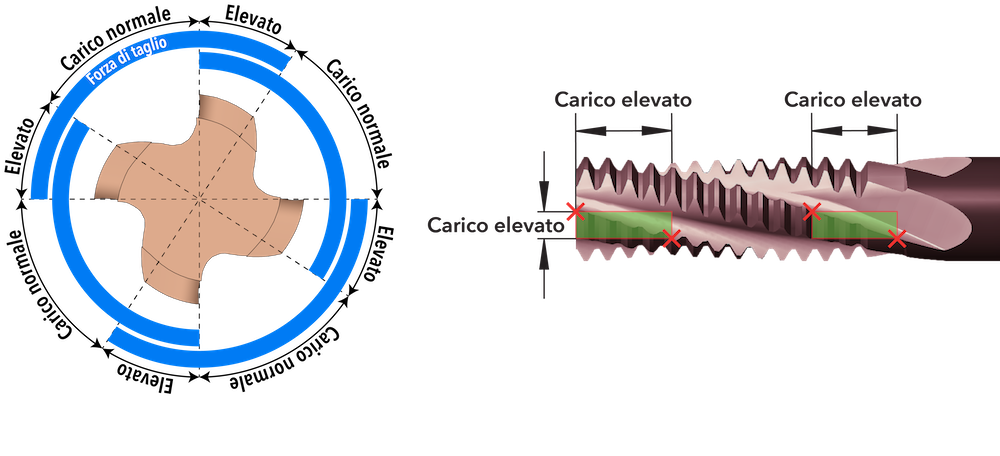
Questa fresa per filettare non è esente da vibrazioni.
SOLUZIONE
Per ottenere un utensile privo di vibrazioni, il tagliente non dovrebbe allontanarsi dal materiale fino a quando l’elica successiva non inizia ad entrare nel materiale stesso.
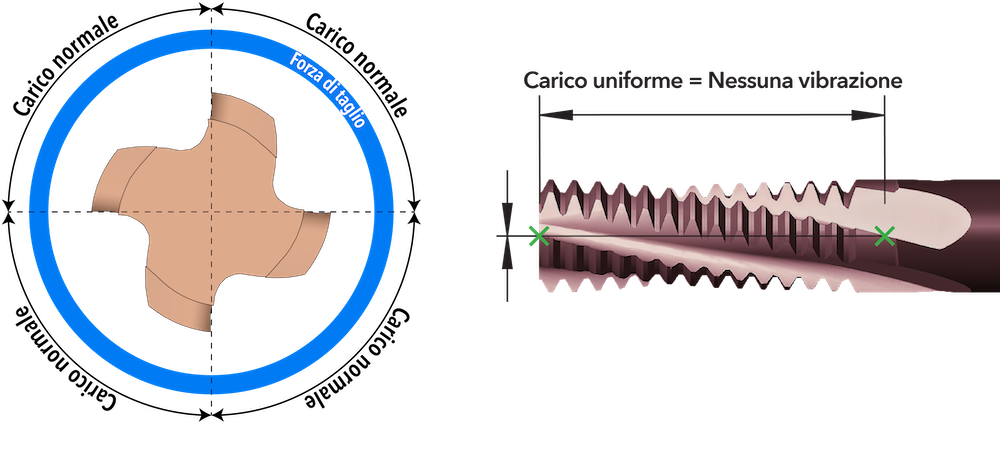
Questa fresa a filettare ha un angolo elica, diametro utensile e numero di scanalature ottimali per assicurare una lavorazione priva di vibrazione quanto si utilizza l’intera lunghezza di taglio.
Come SmiCut progetta frese a filettare senza vibrazioni
I seguenti parametri influiranno sulla possibilità che l’utensile possa effettuare una lavorazione senza vibrazioni:
- Lunghezza del filetto: la lunghezza del filetto è difficile da modificare, poiché è determinata principalmente dal disegno.
- Diametro utensile: il diametro dell’utensile è sempre lo stesso per le filettature spesse poiché sono progettate per essere il più resistenti possibile.
- Numero di scanalature: è possibile aumentare il numero di scanalature per una lavorazione senza vibrazioni, ma è tenere presente che alcuni materiali possono presentare problemi di deflusso dei trucioli.
- Angolo d’elica dell’utensile: l’angolo d’elica dell’utensile può essere leggermente modificato. La nostra esperienza dimostra che 15° è l’angolo ottimale, ma buoni risultati si ottengono anche tra 12° e 18°.
Tenendo presente questo, SmiCut ha progettato utensili che, nelle condizioni adeguate, forniranno una lavorazione priva di vibrazioni se utilizzati alla lunghezza di filettatura corretta. Le lunghezze di filettatura corte dovrebbero avere più scanalature.
| Lunghezza del filetto | Nuovo design | Progettazione convenzionale | |
| 1,5xD | 5 tagli | 3 tagli | 2 tagli aggiuntivi |
| 2xD | 4 tagli | 3 tagli | 1 taglio aggiuntivo |
| 2,5xD | 3 tagli | 3 tagli | Come prima |
| 3xD | 3 tagli | 3 tagli | Come prima |
Con più scanalature, si noteranno meno vibrazioni, tempi di lavorazione più brevi, una maggiore durata dell’utensile e una migliore economia.
Ridurre le vibrazioni con una corretta programmazione
Quando si hanno problemi con le vibrazioni normalmente si aumenta il numero di passaggi. Invece di eseguire il filetto in un passaggio, si può farlo in due o tre passaggi.
Il modo più comune è effettuare il primo passaggio con un diametro più piccolo e quindi aumentare il diametro alla dimensione corretta per l’ultimo passaggio. Ciò comporterà un avanzamento radiale con trucioli difficili da rompere e potrebbe non ridurre le vibrazioni quanto desiderato.
Per evitare ciò non si dovrebbe cambiare solo il diametro per i passaggi extra. Si dovrebbe anche modificare il livello per essi (Z). In questo modo si otterrà un avanzamento laterale con trucioli facilmente spezzabili e meno vibrazioni. Il software SmiProg fornirà l’alimentazione corretta per i passaggi multipli.
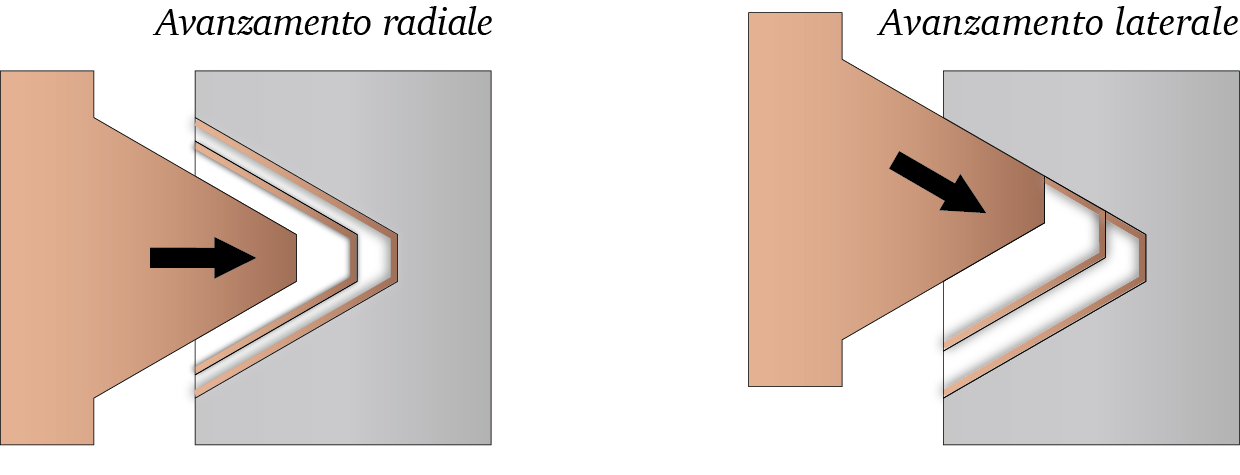
Fresatura di filetti con tre passaggi. Utilizzare l’avanzamento sul fianco per ridurre le vibrazioni. SmiProg fornisce i dati per l’incremento sul fianco quando si esegue la filettatura in passaggi multipli.