

Zrozumienie drgań i ich wpływu na obróbkę
Występujące podczas frezowania gwintów drgania mogą stanowić poważny problem, wpływając zarówno na żywotność narzędzia, jakość gwintu, jak i wydajność maszyny. Co powoduje te drgania? Często sprowadza się to do sposobu interakcji narzędzia z materiałem. Jeśli narzędzie nie włącza lub nie wyłącza się w odpowiednim czasie, może to powodować niepożądane drgania. Istotne znaczenie ma tutaj także sposób programowania maszyn. Przeprowadzając ten proces w odpowiedni sposób, można zminimalizować te zakłócenia.
W tym artykule wyjaśnimy, w jaki sposób konstrukcja narzędzia wpływa na drgania i przedstawimy kilka wskazówek dotyczących programowania maszyn, które umożliwia płynniejsze i bardziej wydajne frezowanie gwintów.
W jaki sposób konstrukcja narzędzia wpływa na drgania
Aby narzędzie nie było podatne na drgania, należy utrzymywać stałą siłę skrawania i jednostajne obciążenie sprzętu podczas całego procesu.
WCZESNE ODEJŚCIE KRAWĘDZI SKRAWAJĄCEJ
Jeśli krawędź skrawająca opuści dany obszar zbyt wcześnie, spowoduje to nierównomierne obciążenie narzędzia, powodując w konsekwencji drgania.
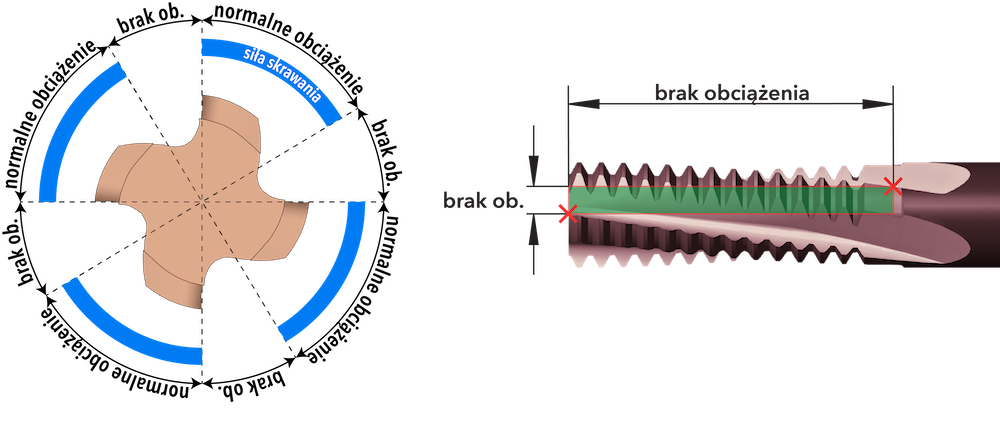
Ten frez do gwintów nie jest wolny od drgań.
PÓŹNE ODEJŚCIE KRAWĘDZI SKRAWAJĄCEJ
Jeśli opuści dany obszar za późno, oprócz nierównomiernego obciążenia wystąpi bardzo duże obciążenie spowodowane jednoczesnym skrawaniem dwóch rowków.
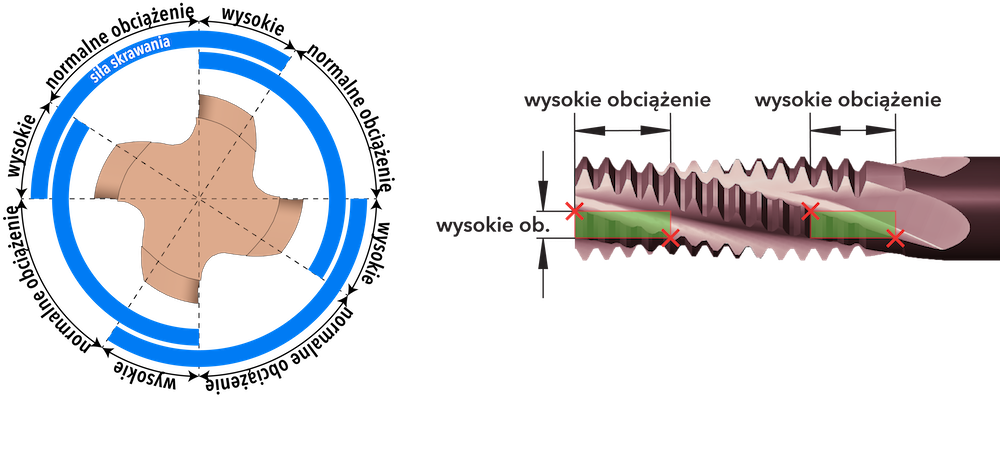
Ten frez do gwintów nie jest wolny od drgań.
ROZWIĄZANIE
Aby narzędzie nie ulegało drganiom, krawędź skrawająca nie powinna opuszczać materiału, dopóki krawędź skrawająca z następnego rowka nie zacznie wchodzić w materiał.
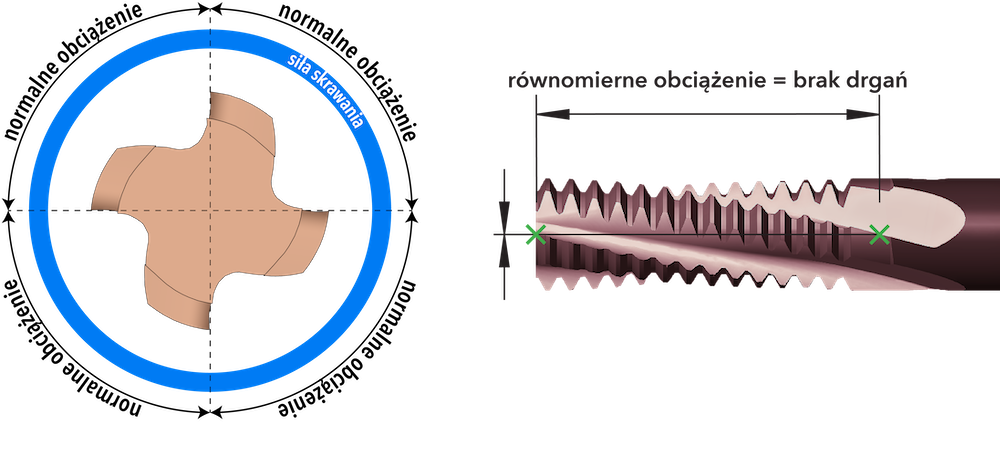
Ten frez do gwintów ma optymalny kąt pochylenia linii śrubowej, średnicę narzędzia i liczbę rowków, które gwarantują obróbkę bez drgań na całej długości skrawania.
W jaki sposób firma SmiCut projektuje wolne od drgań frezy do gwintów
Na możliwość wolnej od drgań obróbki wpływają następujące parametry:
- Długość gwintu: Z uwagi na to, że długość gwintu jest w większości przypadków określona przez rysunek, jej zmiana może być trudna.
- Średnica narzędzia: W przypadku gwintów grubozwojowych średnica narzędzia jest zawsze taka sama, ponieważ są one zaprojektowane pod kątem jak największej wytrzymałości.
- Liczba rowków: Choć w celu zapewnienia wolnej od drgań obróbki można zwiększyć liczbę rowków, należy pamiętać, że niektóre materiały mogą powodować problemy z przepływem wiórów.
- Kąt linii śrubowej narzędzia: Kąt linii śrubowej narzędzia może się nieznacznie różnić. Nasze doświadczenia dowodzą, że optymalny jest kąt 15°, choć dobre wyniki można także uzyskać w zakresie od 12° do 18°.
Mając to na uwadze, firma SmiCut zaprojektowała narzędzia, które w odpowiednich warunkach zapewniają wolną od drgań obróbkę, gdy używa się ich przy odpowiedniej długości gwintu. Krótkie gwinty powinny mieć więcej rowków.
| Długość gwintu | Nowa konstrukcja | Tradycyjna konstrukcja | |
| 1,5xD | 5 rowki | 3 rowki | O 2 rowki więcej |
| 2xD | 4 rowki | 3 rowki | O 1 rowek więcej |
| 2,5xD | 3 rowki | 3 rowki | Tak jak poprzednio |
| 3xD | 3 rowki | 3 rowki | Tak jak poprzednio |
Większa liczba rowków pozwala ograniczyć poziom drgań, skrócić czas obróbki, a także uzyskać dłuższą żywotność narzędzia i większe oszczędności.
Ograniczenie poziomu drgań za sprawą odpowiedniego programowania
W przypadku problemów z drganiami zwykle zwiększa się liczbę przejść. Zamiast wykonywać gwint w ramach jednego przejścia, można to zrobić w dwóch lub trzech przejściach.
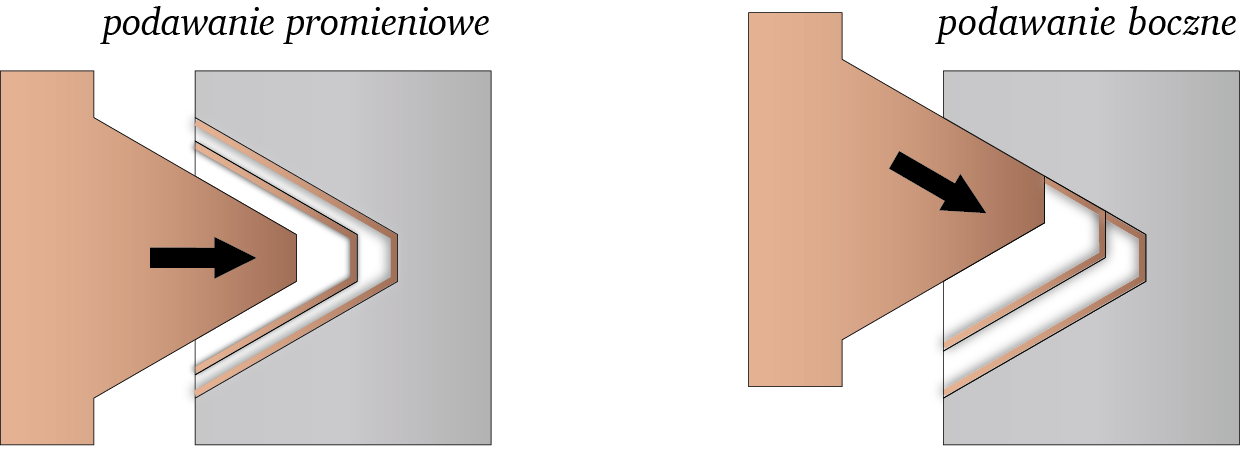
Najczęstszym sposobem jest wykonanie pierwszego przejścia na mniejszej średnicy, a następnie zwiększenie średnicy do odpowiedniego rozmiaru pod kątem ostatniego przejścia. Spowoduje to promieniowe podawanie z wiórami, które są trudne do rozbicia i mogą nie ograniczać drgań w preferowanym stopniu.
Aby tego uniknąć, należy nie tylko zmienić średnicę dodatkowych przejść. Trzeba także zmienić ich poziom (Z). Pozwala to uzyskać posuw boczny z łatwo łamiącymi się wiórami i mniejszym poziomem drgań. Oprogramowanie SmiProg zapewnia odpowiednie podawanie w przypadku kilkukrotnych przejść.
Frezowanie gwintów w ramach trzech przejść. Stosowanie podawania bocznego w celu ograniczenia poziomu drgań. Podczas wykonywania gwintu w wielu przejściach SmiProg przekazuje dane dot. podawania bocznego.