

銑牙加工是一種現代且高效率的加工模式。在此文章中您將了解到14個選擇銑牙而非攻牙的原因。
1. 安全的加工操作
由於加工阻力小且切屑短,使用銑牙刀的停機風險極小。如果刀具損壞,工件也不會被破壞,因為銑牙刀刃徑比牙還小,刀不會卡在工件中。
攻牙通常是加工的最後一個流程,如絲攻斷裂,可能會損壞昂貴的工件。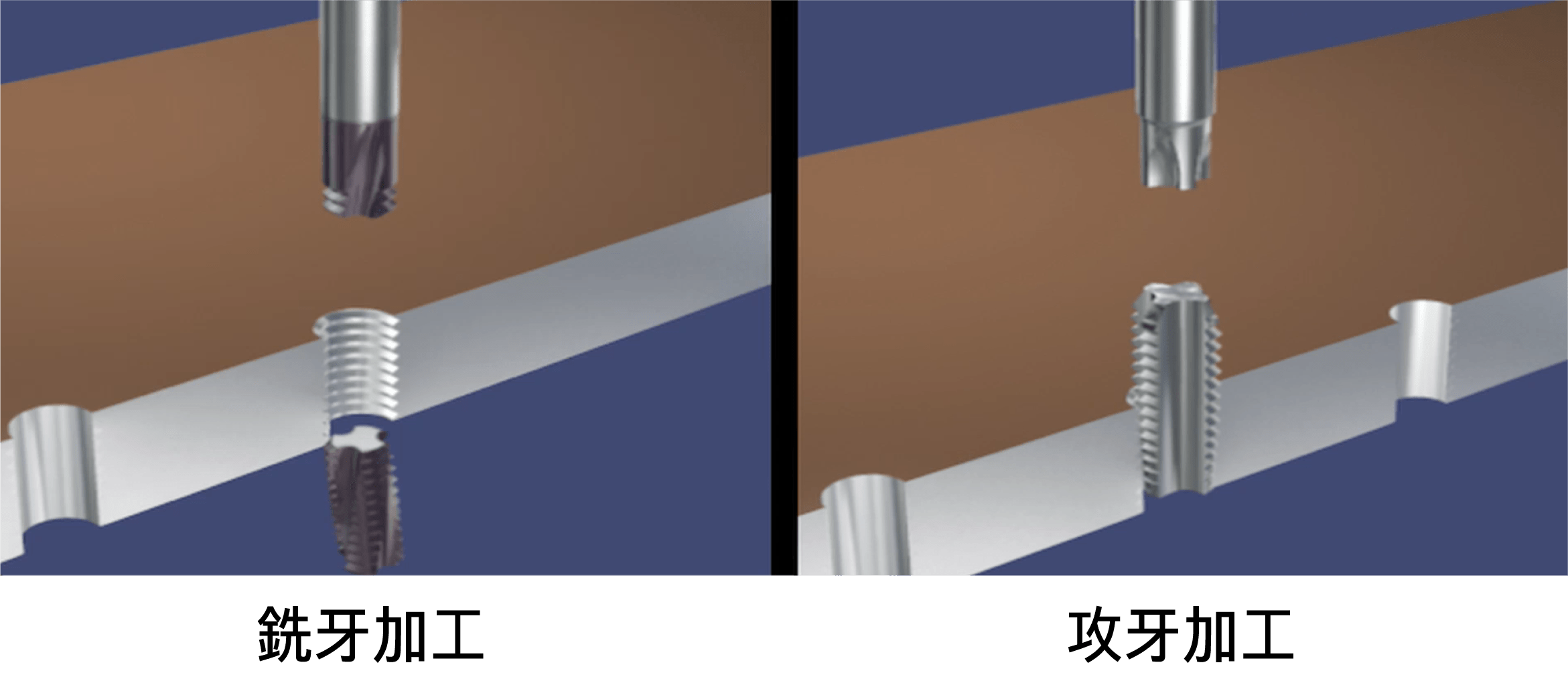
2. 難加工材料
由於有著低阻力的極佳條件,銑牙加工可適用於難加工材料,例如熱處理至HRC65度的鋼料、鈦與其他難加工材。
雷射切割的孔越來越常見,因工件表面變硬,使用絲攻攻牙較為困難,如使用銑牙加工則可以輕鬆完成。
3. 不同的公差要求
透過在CNC程式中使用修正半徑功能,可以達到非常嚴格的公差要求。
如果使用絲攻,加工不同公差需要不同的絲攻,當絲攻磨損後就必須更換,但如果使用銑牙刀,您可在調整補正半徑後繼續使用同一支銑牙刀。
如果要進行工件表面處理,就必須使用特殊絲攻,否則,就必須在表面處理後再攻牙以取得正確的公差。使用銑牙刀的話,就可以在表面處理前先銑牙。處理後不需要再加牙,而牙的部分就會是受保護的,免於鏽蝕和磨耗。
4. 較好品質的牙
銑牙時的加工條件是最優化的。因為刃徑比螺紋直徑小,排屑非常良好。牙的表面光潔度和品質會非常好。
當攻牙時,絲攻的尺寸和孔徑是一樣的,絲攻需要將切屑推擠出孔,如此,牙的品質可能會受影響。

5. 靈活的刀具
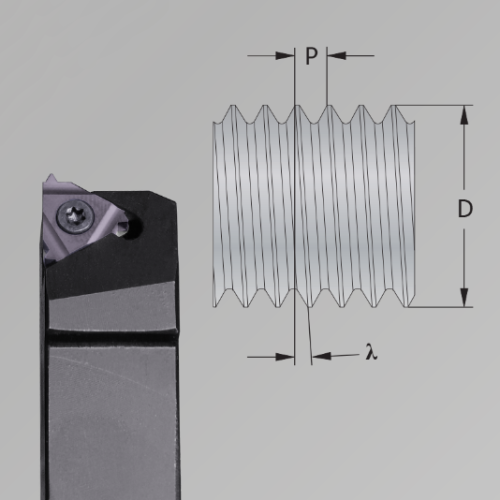
左牙以及右牙皆可使用同一支銑牙刀。只要牙數相同,不同孔徑以及公差的牙都可用同一支銑牙刀完成。通孔以及盲孔所使用的銑牙刀也是同一支。在加工W, BSPT, PG, NPT, NPTF以及NPSF這幾種牙型時,外牙以及內牙可使用同一支刀。
6. 盲孔加工
銑牙加工時,全牙是一路延伸到到孔底,因此可以在通常無法製作牙的地方完成牙。
攻牙時,需要將孔鑽得更深,因為絲攻的第三個牙開始才是全牙。
7. 在薄板工件上加工牙
因為加工阻力很小,在薄板銑牙時,不會出現材料彎曲的狀況。
8. 無毛邊的牙
當使用ThreadBurr去毛邊設計時,孔的入口會沒有毛邊。銑牙以及去毛邊一次完成,不需額外的時間去毛邊。
9. 較短的加工時間
如果不考慮倒角的時間,攻牙通常會被認為比銑牙更快,尤其是在小型粗牙的情況下。
當使用ThreadBurr銑牙時,銑牙以及去毛邊一次完成,因此不需要倒角也能完成優良的牙,因而加工時間會縮短。相較起絲攻,加工大直徑、細牙以及長牙,會省下更多時間。
如果您需要加工同一個牙數在不同外徑的孔時,使用銑牙刀可以省下替換刀具的時間,因為在這些孔您都可以使用同一支銑牙刀。

10. 在較小的機台加工
因為切削阻力小,在較低功率的機台上,也能夠加工大型螺紋或是大牙距的牙。
11. 機台主軸磨耗較少
與攻牙相比,銑牙加工的機台主軸壽命較長,因為不需要在銑每個牙時都停止和反轉主軸的旋轉。

12. 節能的生產方式
因為機台主軸不需停止和重啟進行反轉,所以能夠低耗能。
13. 在車床使用動力刀具銑牙
與車牙相比,銑牙可大幅減少加工時間。絕佳的切屑控制可極小化刀具損壞的風險。

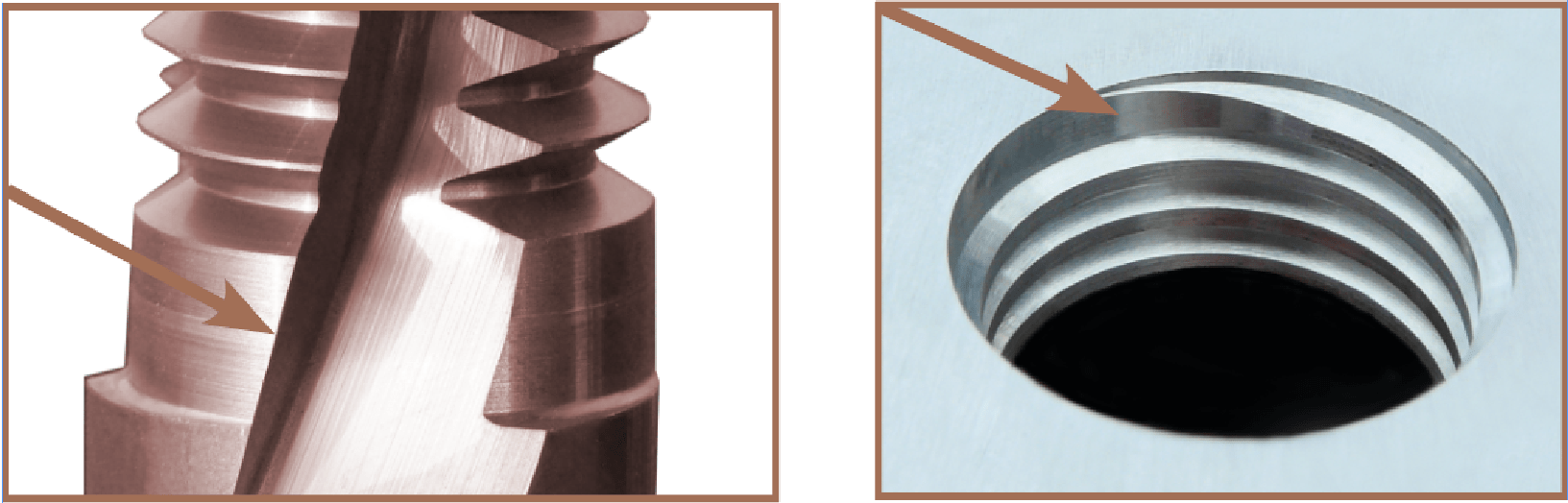
14.直接完成正確的螺紋直徑
SmiCut銑牙刀的截圓直徑都會以光學測量,並且將理論外徑雷刻在各個刀具上,因此您可以直接加工出符合公差的螺紋。當刀具開始磨損時,可以在CNC程序中進行調整。
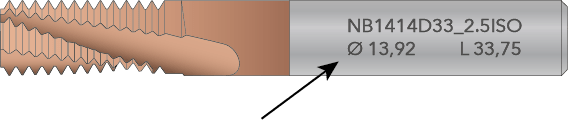
理論外徑已雷刻在刀具上
相關連結







影音資料
