

Gevindfræsning er en moderne og effektiv metode til gevindfremstilling. På denne side kan du lære 14 grunde til, hvorfor du bør vælge gevindfræsning i stedet for gevindtapning.
1) En sikker bearbejdningsproces
Minimal risiko for maskinstop, da skærekræfterne er lave, og spånerne er korte. Emnet bliver ikke ødelagt i tilfælde af værktøjsbrud, da værktøjet ikke sætter sig fast, eftersom gevindfræserens diameter er mindre end gevindets.
Brud på gevindtappe kan let ødelægge dyre emner, da gevind ofte fremstilles som den sidste operation.
 2) Sværbearbejdelige materialer
2) Sværbearbejdelige materialer
De fremragende skærebetingelser med lave skærekræfter gør det muligt at gevindfræse materialer som hærdet stål op til HRC 65, titanlegeringer og andre sværbearbejdelige materialer.
Laserskårne huller bliver mere udbredte. Gevindtapning er vanskelig, da overfladen er blevet hård, men med en gevindfræser kan det udføres uden problemer.
3) Forskellige tolerancer
Meget snævre tolerancer kan opnås ved anvendelse af radiuskompensation i CNC-programmet.
Med gevindtappe kræves forskellige værktøjer til forskellige tolerancer. Når tappen er slidt, er den opbrugt, men med en gevindfræser kan gevindfremstillingen fortsættes ved at justere radiuskompensationen.
Ved overfladebehandling skal der anvendes specielle gevindtappe, ellers må gevindet fremstilles efterfølgende for at opnå korrekt tolerance. Med gevindfræsning kan gevindet fremstilles før overfladebehandling. Der kræves ingen efterbearbejdning, og gevindet er beskyttet mod rust og slitage.
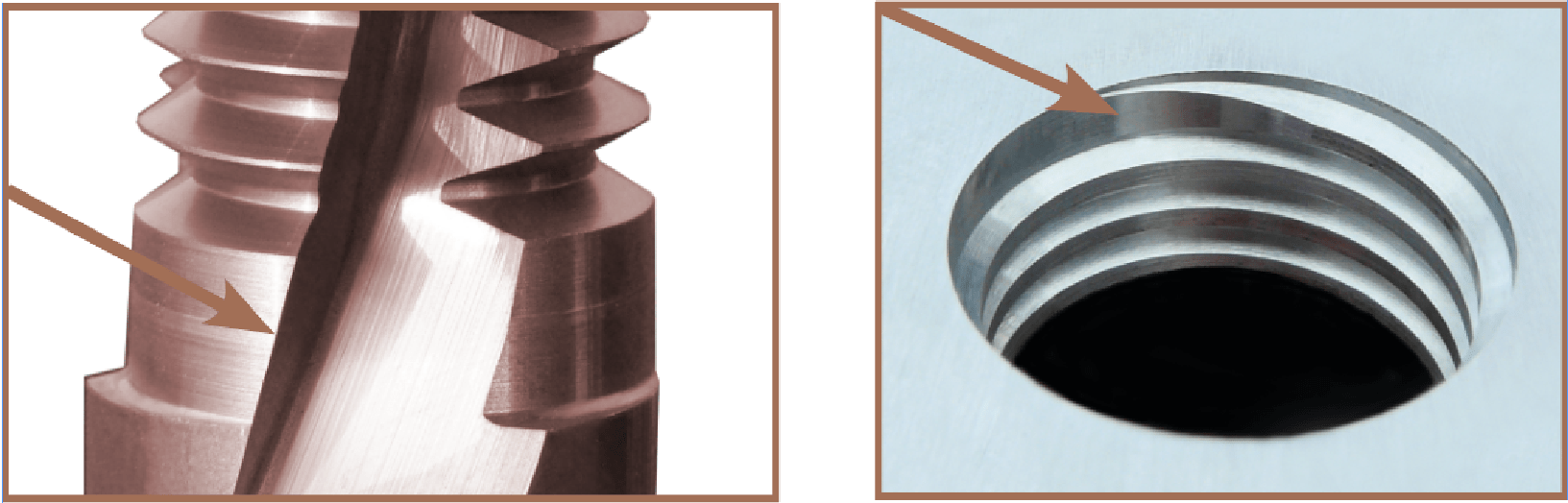
4) Bedre gevindkvalitet
Skærebetingelserne er optimale ved gevindfræsning. Spånafgangen er meget god, da værktøjsdiameteren er mindre end gevinddiameteren. Gevindet opnår en meget god overfladefinish og høj kvalitet.
Ved gevindtapning er værktøjets diameter den samme som gevindets, og tappen tvinger spånen gennem gevindet. Resultatet kan være et gevind med utilfredsstillende kvalitet.

5) Fleksibelt værktøj
Den samme gevindfræser kan anvendes til både højre- og venstregængede gevind. Gevind med forskellige diametre og tolerancer kan fremstilles med samme værktøj, så længe stigningen er den samme. Den samme gevindfræser kan anvendes til både bundhuller og gennemgående huller. W, BSPT, PG, NPT, NPTF og NPSF er gevindprofiler, hvor det er muligt at anvende samme værktøj til både indvendige og udvendige gevind.
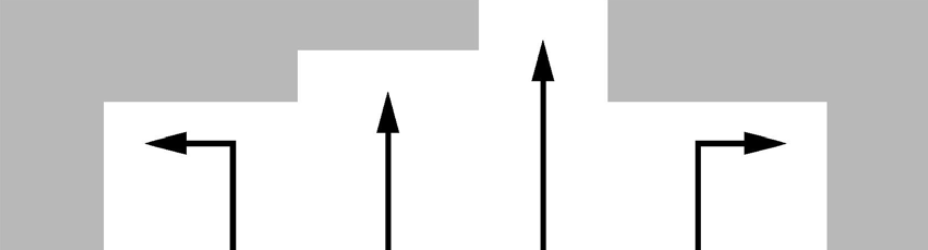
6) Gevindfræsning i bundhuller
Ved gevindfræsning opnås en fuld gevindprofil helt ned til bunden af hullet. Det gør det muligt at fremstille gevind, hvor det normalt ikke er muligt.
Ved gevindtapning skal der bores væsentligt dybere, da den fulde gevindprofil først opnås fra tredje gevindgang.
7) Gevindfræsning i tyndvæggede komponenter
Ingen materialedeformation ved gevindfræsning i tyndvæggede komponenter, da skærekræfterne er lave.
8) Gratfri gevindfræsning
Gevindindgangen bliver gratfri ved anvendelse af ThreadBurr. Gevindfræsning og afgratning udføres i én og samme operation. Ingen ekstra bearbejdningstid til afgratning.
9) Kortere bearbejdningstid
Gevindtapning betragtes normalt som hurtigere end gevindfræsning. Det er korrekt ved små, grove gevind, hvis man ikke medregner tiden til affasning.
Bearbejdningstiden bliver kort ved anvendelse af ThreadBurr, da gevindet afgrates under fræsningen, og affasning derfor ikke er nødvendig for at opnå et godt gevind. Ved store diametre, fine stigninger og lange gevind opnås den største tidsbesparelse sammenlignet med gevindtapning.
Hvis der fremstilles gevind med samme stigning, spares der desuden tid ved værktøjsskift, da den samme gevindfræser kan anvendes til forskellige diametre.

10) Gevindfræsning i mindre maskiner
Da skærekræfterne er lave, er det muligt at fremstille store gevind og store stigninger i mindre kraftige maskiner.
11) Mindre slitage på maskinspindlen
Gevindfræsning giver længere levetid på maskinspindlen sammenlignet med gevindtapning, da spindelrotationen ikke skal stoppes og reverseres for hvert gevind.

12) Energibesparende produktion
Lavt energiforbrug, da maskinspindlen ikke skal stoppes og startes i forbindelse med reversering.
13) Gevindfræsning i drejebænk med roterende værktøjer
Gevindfræsning reducerer bearbejdningstiden sammenlignet med gevindsvarvning. Fremragende spånkontrol minimerer risikoen for værktøjsbrud.

14) Korrekt gevinddiameter med det samme
På gevindfræsere fra SmiCut er stigningsdiameteren målt optisk, og den teoretiske yderdiameter er individuelt lasermærket på hvert værktøj, hvilket sikrer, at gevindet ligger inden for tolerance fra første gevind. Når værktøjet begynder at blive slidt, kan der foretages justeringer direkte i CNC-programmet.
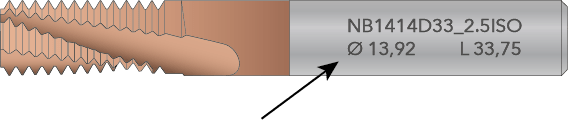
Den teoretiske yderdiameter er lasermærket
Dokumenter
Links








Distributører søges
Vi søger aktivt distributører for at udvide udbredelsen af vores gevindfræsere og styrke SmiCut-brandet. Kontakt os for detaljeret information om salgsbetingelser, prislister og øvrigt materiale. Derudover tilbyder vi et bredt udvalg af ressourcer, som understøtter salget og markedsføringen af vores produkter.
Læs mere om vores salgsbetingelser, og hvordan de kan bidrage til at udvikle din forretning med vores gevindfræsere i høj kvalitet.
Til slutbrugere
Vi leverer vores gevindfræsere til slutbrugere over hele verden. I visse regioner samarbejder vi tæt med lokale forhandlere. Hvis vi ikke har en passende forhandler i dit område, sælger vi gerne direkte til dig.
Kontakt os for tilbud på de gevindfræsere, du er interesseret i. Betaling kan ske via international bankoverførsel eller PayPal, hvilket i mange tilfælde kan muliggøre afsendelse samme dag.