Vi modtager ofte spørgsmål om gevindfræsning og vores værktøjer. Klik på linkene nedenfor for hurtigt at finde svaret på dit spørgsmål.
Hvis spørgsmålet ikke er besvaret her, er du velkommen til at kontakte os på info@smicut.se, så vil vi gøre vores bedste for at hjælpe dig.
Generelle spørgsmål om gevindfræsning
- Hvilke fordele er der ved gevindfræsning?
- Skal gevindet affases?
- Hvordan vælger jeg den korrekte diameter på gevindfræseren?
- Er det muligt at få det første gevind inden for tolerancen?
- Hvordan opnår jeg den korrekte gevinddiameter?
- Er gevindfræseren slidt op, når gevindet kommer uden for tolerancen?
- Hvordan opnår jeg et gratfrit gevind?
- Er det muligt at afgrate gevindet på begge sider?
- Hvor finder jeg skærdata og CNC-programmer til gevindfræsning?
- Kan man omslibe solide hårdmetal-gevindfræsere?
- Har I 3D STEP-filer?
- Hvad gør jeg, hvis gevindlængden er længere end gevindfræserens skærlængde?
Spørgsmål og sammenligninger mellem forskellige typer gevindfræsere
- Fremstiller SmiCut specialgevindfræsere?
- Skal jeg vælge en solid gevindfræser eller en gevindfræser med vendeskær?
- Hvornår bør jeg vælge en gevindfræser med indvendig kølevæsketilførsel?
- Hvornår bør jeg anvende gevindfræsere med to tandrækker?
- Delprofil sammenlignet med fuldprofil
- Én tandrække sammenlignet med to tandrækker
Spørgsmål om forskellige gevind og gevindprofiler
- Kan den samme gevindfræser anvendes til både indvendige og udvendige gevind?
- Hvordan fræser jeg venstregængede gevind?
- Hvordan fræser jeg et gevind til en gevindindsats?
- Hvordan ved jeg, om jeg skal vælge W eller BSPT?
- Hvad er forskellen på NPT, NPTF og NPSF?
- Skal jeg forfræse et konisk hul inden gevindfræsning?
- Kan jeg fremstille et NPSM-gevind med standardværktøjer?
- Kan jeg fremstille et UNJ-gevind med en UN-gevindfræser?
- Hvorfor findes der ikke standardgevindfræsere til trapezgevind?
Links
Hvilke fordele er der ved gevindfræsning?
Læs om 14 fordele ved gevindfræsning i den følgende artikel.
↪︎ Hvorfor vælge gevindfræsning i stedet for gevindtapning?
Skal gevindet affases?
Svaret er ja, hvis affasningen er angivet på tegningen, og du ikke har beføjelse til at ændre det.
I praksis er det ikke nødvendigt, da gevindfræsere fra SmiCut (ThreadBurr) affaser og afgrater gevindindgangen i samme operation som gevindfræsningen udføres.
Første valg er at forsøge at undgå den unødvendige affasningsoperation. Andet valg er at anvende NF-gevindfræsere til at udføre både affasning og gevind med samme værktøj.

Med NF-gevindfræsere kan du udføre både affasning og gevind med samme værktøj.
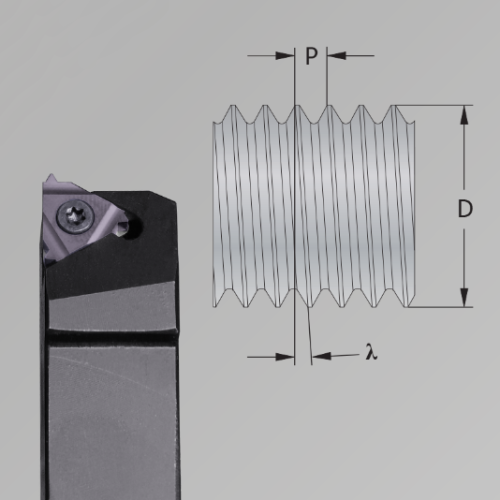
Hvordan vælger jeg den korrekte diameter på gevindfræseren?
Ved gevindfræsning skal værktøjets diameter være mindre end gevindets diameter. Årsagen er, at gevindet har en spiralvinkel, mens værktøjet er cylindrisk. Hvis værktøjet er for stort, opstår der en afvigelse i gevindprofilen. Størrelsen af denne afvigelse afhænger af flere parametre.
- Gevindets diameter
- Værktøjets diameter
- Profilvinkel
- Stigning
Stor værktøjsdiameter i forhold til gevindets diameter, lille profilvinkel og stor stigning er faktorer, der medfører større afvigelser.
Der er tre måder, hvorpå du kan vælge den korrekte diameter på gevindfræseren.
Er det muligt at få det første gevind inden for tolerancen?
Ja, hvis du programmerer det diametermål, der er lasermærket på gevindfræseren, samt gevindets yderdiameter, vil gevindet ligge inden for tolerancen.
Hvordan opnår jeg den korrekte gevinddiameter?
Stigningsdiameteren er optisk målt på gevindfræsere fra SmiCut, og den teoretiske yderdiameter er individuelt lasermærket på hver fræser. Dette er den diameter, du skal anvende i dit CNC-program for at opnå korrekt gevinddiameter.
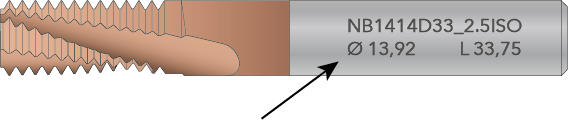
Den teoretiske yderdiameter er lasermærket
For grovgevind ligger du normalt midt i tolerancen, når du anvender den lasermærkede værdi.
For grovgevind ligger du normalt midt i tolerancen, når du anvender den lasermærkede værdi. Ved fingevind kan gevindet blive en smule for stramt, da der opstår en meget lille profilafvigelse (se forrige spørgsmål). I disse tilfælde kan gevindet efterbearbejdes ved at justere diameteren i programmet.
Er gevindfræseren slidt op, når gevindet kommer uden for tolerancen?
Nej, du kan justere diameteren i CNC-programmet og fortsætte med at producere mange flere gevind.
Hvordan opnår jeg et gratfrit gevind?
Gevindfræsere fra SmiCut (ThreadBurr) giver en pæn gevindindgang og et gratfrit gevind. Skærlængden er lasermærket på værktøjet og kan også findes i kataloget. Dette er den afstand, værktøjet skal gå ind i hullet fra overfladen for at opnå en optimal gevindindgang.
↪︎ThreadBurr – solide gevindfræsere fra SmiCut

Er det muligt at afgrate gevindet på begge sider?
Ja, men kun med specialfremstillede gevindfræsere, da skærlængden skal være tilpasset materialets tykkelse.
↪︎Afgratning på begge sider med Double ThreadBurr

Double ThreadBurr fjerner grader på både for- og bagsiden af gevindet.
Hvor finder jeg skærdata og CNC-programmer til gevindfræsning?
Den nemmeste måde er at anvende vores software SmiProg. Den er tilgængelig både online og som en Excel-fil, som kan downloades.
Der findes også værdifuld teknisk information på de tekniske sider i vores kataloger.
↪︎SmiProg – software til gevindfræsning
Kan man omslibe solide hårdmetal-gevindfræsere?
Ja, det er en god mulighed for gevindfræsere med Ø12 og større. Normalt kan en fræser omslibes mindst 2–3 gange. For at opnå længere levetid og muliggøre flere omslibninger bør fræseren tages ud til omslibning, inden den er for kraftigt slidt.
Det er også muligt at omslibe en gevindfræser, hvor et skær er beskadiget. Hvis alle skær på samme niveau er beskadigede, må fræseren dog kasseres eller afkortes, hvorefter man må acceptere en kortere skærlængde.
Har I 3D STEP-filer?
Ja, vi har CAD-tegninger af vores massive hårdmetal-gevindfræsere i STEP-format. De er beregnet til brug i CAD/CAM-systemer.
↪︎CAD-tegninger af gevindfræsere

NB0403C7_0.7ISO_AC vist som en forenklet 3D CAD-tegning
Hvad gør jeg, hvis gevindlængden er længere end gevindfræserens skærlængde?
Hvis der ikke findes tilstrækkeligt lange gevindfræsere, kan der slibes en midje på værktøjet. SmiCut modificerer standardværktøjet inden for 1–2 dage til en rimelig pris.
Under fræsningen udføres der to aksiale pass og ved meget lange gevind tre pass. Til at oprette CNC-program til dette kan SmiProg anvendes.
Fremstiller SmiCut specialgevindfræsere?
Ja, og leveringstiden er normalt 2–3 uger for en belagt gevindfræser. Prisen afhænger af antal, hvor større mængder giver en lavere stykpris. Et typisk tilbud gives på 2, 3, 5 og 10 stk.
Skal jeg vælge en solid gevindfræser eller en gevindfræser med vendeskær?
Den solide fræser er næsten altid det bedste valg.
Solid gevindfræser
- Bearbejdningstiden er markant kortere, da værktøjet har flere skær, fuld skærlængde, spiralformede spånriller og er fremstillet i massivt hårdmetal. Den solide gevindfræser er ofte op til 10 gange hurtigere end en gevindfræser med vendeskær.
- Værktøjsomkostningen pr. gevind er som regel lavere end ved gevindfræsning med vendeskær på grund af kortere maskintid og muligheden for omslibning.
- Den samlede omkostning er altid lavere end ved gevindfræsning med vendeskær, når både maskintid og værktøjsomkostninger medregnes.

Gevindfræser med vendeskær
- Gevindfræseren med vendeskær har den fordel, at der kan anvendes skær med forskellige stigninger og profiler på samme fræsekrop. Derfor kan den være et alternativ, hvis der kun skal fremstilles enkelte gevind i større diametre.
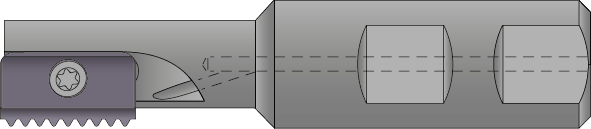
Hvornår bør jeg vælge en gevindfræser med indvendig kølevæsketilførsel?
De fleste anvender værktøjer uden indvendig kølevæsketilførsel, da prisen er lavere, og det er muligt at anvende ekstern køling. Hårdmetallet er massivt helt ind til centrum, hvilket giver et stærkere værktøj med mindre risiko for brud.
I nogle tilfælde, hvor der opstår problemer med spåner, kan det være en fordel at anvende et værktøj med indvendig kølevæsketilførsel, da kølevæsken tilføres direkte til skærezonen og med højere tryk.

Indvendig aksial kølevæsketilførsel (NBK) er bedst egnet til bundhuller.

Indvendig radial kølevæsketilførsel (NBT) er bedst egnet til gennemgående huller.
Hvornår bør jeg anvende gevindfræsere med to tandrækker?
Førstevalget til gevindfræsning er altid ThreadBurr, NB-værktøjer. De har fuld gevindlængde og afgrater gevindindgangen i samme operation.
I visse tilfælde, hvor det er vanskeligt at opnå gode resultater, kan NM-værktøjer med to tandrækker være en løsning, da skærekræfterne er lavere. Det gælder for eksempel lange gevind og sværbearbejdelige materialer.
Med NM-værktøjer udføres flere aksiale pass i stedet for ét. Alligevel bliver bearbejdningstiden ikke væsentligt længere, da matningen kan øges, og værktøjet har flere tandrækker end NB-værktøjerne.

Gevindfræsere med to tandrækker kan være en god løsning ved lange gevind og sværbearbejdelige materialer.
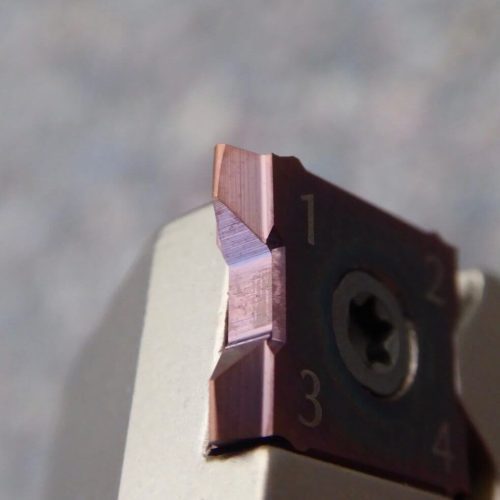
Delprofil sammenlignet med fuldprofil
Med et delprofilværktøj er det muligt at fremstille forskellige stigninger og profiler, da værktøjet kun har ét skær og en profil, der er designet til at passe til flere gevind.
Nogle producenter fremstiller disse værktøjer med en meget lille top og stor profilhøjde for at kunne bearbejde så mange forskellige gevind som muligt. Ulempen er, at toppen bliver skrøbelig, og værktøjsdiameteren lille, hvilket resulterer i kort værktøjslevetid og øget brudrisiko. Derfor fremstiller SmiCut delprofil-gevindfræsere med et mere begrænset anvendelsesområde.
Fuldprofilværktøjer fremstiller gevind med højere kvalitet, og med disse værktøjer er det ikke så kritisk at bore præcis korrekt diameter inden gevindfræsning. Fuldprofilværktøjer anbefales som førstevalg.
Én tandrække sammenlignet med to tandrækker
Gevindfræsere med én tandrække har lavere skærekræfter, mens gevindfræsere med to tandrækker har længere værktøjslevetid.
Værktøjer med én tandrække anvendes primært til meget små gevind og i tilfælde, hvor værktøjer med to tandrækker ikke er tilgængelige, for eksempel ved UN-profiler. Værktøjer med to tandrækker anbefales som førstevalg.

Gevindfræsere med én tandrække anvendes primært til meget små gevind.
Kan den samme gevindfræser anvendes til både indvendige og udvendige gevind?
Det er ikke muligt at anvende indvendige gevindfræsere til udvendige gevind ved gevindfræsning af metriske (M) og Unified (UN) gevind. Disse har forskellige profiler for indvendige og udvendige gevind. Det indvendige gevind har en større gevindtop end gevindbund, mens det for udvendige gevind er omvendt, hvor gevindbunden er større end gevindtoppen.
Profiler som W, BSPT, PG, NPT, NPTF og NPSF har samme gevindtop og gevindbund, og derfor er det muligt at anvende den samme gevindfræser til både indvendige og udvendige gevind for disse profiler.
Hvordan fræser jeg venstregængede gevind?
Anvend standardværktøjet til højregængede gevind, men i stedet for at programmere værktøjet én stigning op, programmeres det én stigning ned.

Medfræsning, mod uret (G03)
Hvordan fræser jeg et gevind til en gevindindsats?
Anvend det samme værktøj som til det færdige gevind. Det eneste, der skal gøres, er at fræse en større diameter og derefter montere gevindindsatsen.
Hvordan ved jeg, om jeg skal vælge W eller BSPT?
Whitworth er en profil, der primært anvendes til rørgevind. Når gevindet er cylindrisk, betegnes det W, og når det er konisk, betegnes det BSPT.
G-gevind → W
Rp-gevind → W
Rc-gevind → BSPT
R-gevind → BSPT
Download betegnelser for British Standard Pipe-gevind for yderligere information.
G/R-gevind (britisk standardrørgevind): betegnelser (PDF) ⬇︎

Når gevindet er cylindrisk, er det W, og når det er konisk, er det BSPT.
Hvad er forskellen på NPT, NPTF og NPSF?
NPT og NPTF er koniske gevind. NPSF er et cylindrisk gevind.
Der kan forekomme lækage på NPT-gevind, hvilket betyder, at der skal anvendes gevindtape eller andet tætningsmiddel for at opnå et tæt gevind.
For at løse problemet med lækage er NPTF udviklet. Denne gevindtype skaber fuld kontakt mellem det udvendige og det indvendige gevind og giver en presspasning. Der er ikke behov for yderligere tætningsmidler.
En anden variant af dryseal-gevind er NPSF, som anvendes til indvendige gevind og er designet til at passe sammen med et udvendigt NPTF-gevind.
Skal jeg forfræse et konisk hul inden gevindfræsning?
Det er ikke nødvendigt, men vi anbefaler det kraftigt, da der er to væsentlige fordele ved at forfræse et konisk hul inden gevindfræsning.
1. Længere værktøjslevetid for gevindfræseren.
2. Kortere bearbejdningstid.
Uden forfræsning skal gevindet fremstilles i ét eller to ekstra pass, og matningen skal reduceres. Ellers risikerer man at beskadige værktøjet, da gevindtoppen er meget lille på NPT- og NPTF-gevind.
↪︎Koniske fræsere til NPT/NPTF/BSPT

Forfræsning af koniske huller giver længere værktøjslevetid og kortere bearbejdningstid
Kan jeg fremstille et NPSM-gevind med standardværktøjer?
Ja, det er muligt. Kontakt SmiCut, så anbefaler vi egnede værktøjer.
Kan jeg fremstille et UNJ-gevind med en UN-gevindfræser?
Ja, det er muligt ved indvendige gevind, men først skal der bores til korrekt diameter, da fræseren ikke topper gevindet, når der anvendes en UN-gevindfræser til at fremstille et UNJ-gevind.
Hvorfor findes der ikke standardgevindfræsere til trapezgevind?
Problemet med trapezgevind er, at profilen kun er 30°, og at stigningen ofte er stor i forhold til diameteren. Det medfører en relativt stor profilafvigelse ved fræsning af gevindet. Se spørgsmålet Hvordan vælger jeg den korrekte diameter på gevindfræseren?
I mange tilfælde er det muligt at modificere værktøjets profil, så gevindet kan fræses. Da det dog afhænger af flere faktorer, tilpasser SmiCut værktøjet til det specifikke gevind. Kontakt SmiCut, hvis du vil høre, om det er muligt at fræse dit gevind og få et tilbud på specialværktøjer.