下記のリンクをクリックいただくと、スレッドミル加工に関して、スミカット社ツールに関してよくいただく質問の答えをご確認いただけます。
それでも答えがない場合には、your@noah-e.com までお気軽にお問合せください。
スレッドミル加工のメリットは?
14のメリットを下記ご説明いたします
ねじに面取りは必要か
図面に指示があり、その要求を変更する決裁がない場合には、必要です。
しかし、スミカット社製のスレッドミル、スレッドバリを使用いただく場合、ねじを加工する際に当時にバリ取りを行うため、たいてい別途面取り加工が不要になります。
まず、面取り加工を省けるかどうかを確認の上、どうしても必要な場合には、NFツールの用意がございます。

NFスレッドミルをご利用いただきますと、ねじ切りと面取りが同じツールで行えます。
正しいスレッドミル径をどう選んだらよいか
スレッドミル加工をする際に、ツールの径はねじ径よりも小さいものを選びます。その理由は、ねじにはねじれ角がありますが、ツールはストレートだからです。ツール径が大きすぎる場合、ねじの形状に偏差が生じます。その偏差の大きさは、下記の要素によります。
- ねじ径
- カッタ径
- 形状角度
- ピッチ
ねじ径に対して大きいカッタ径、そして小さな形状角度と大きなピッチ、は大きな偏差を生じさせます。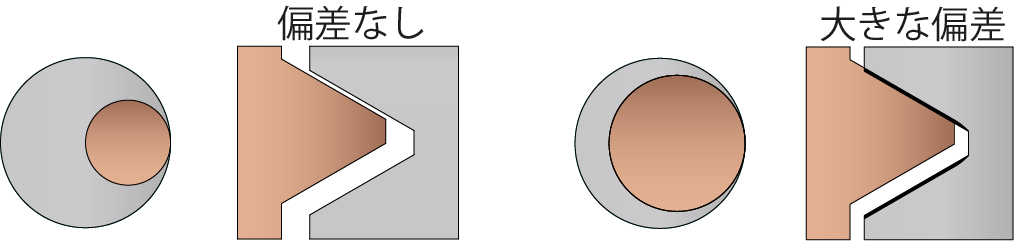
正しいスレッドミル径を選ぶために、下記3つを参照ください。
最初のねじから公差に入れることは可能か
はい。ツールにマーキングされている径とねじの外径をプログラムすることで、ねじは公差に入ります。
正しいねじ径をどのように得るか
スミカットでは、ピッチ径を測定し、計算値である外径がツールにマーキングされています。プログラムには、この径をご利用いただくことで、ねじは正しい径で仕上がります。
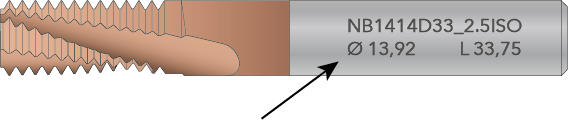
外径の計算値はレーザーマーキングされています。
並目ねじの場合、公差の中間値に通常納まります。
細目の場合、非常に小さいねじ形状偏差が起こり、少々きつい仕上がりとなるかもしれません。その際には、プログラムで径の値を変更することで、調整することができます。
公差を外したら、そのツールはもう廃棄か
いいえ。CNCプログラムで径を調整することで、そのツールでまだまだねじを切ることができます。
バリなしねじをどのように得られるか
スレッドバーをご利用いただくことで、入り口のきれいなバリなしねじを切ることができます。刃長はツールにマーキングされており、カタログでもご確認いただけます。この深さ分ツールを入れていただくことで、入い口がきれいに上がります。

ねじの入り口、出口の両側でバリ取りは可能か
可能です。しかし、穴深さごとにカスタマイズされた受注製作品となります。
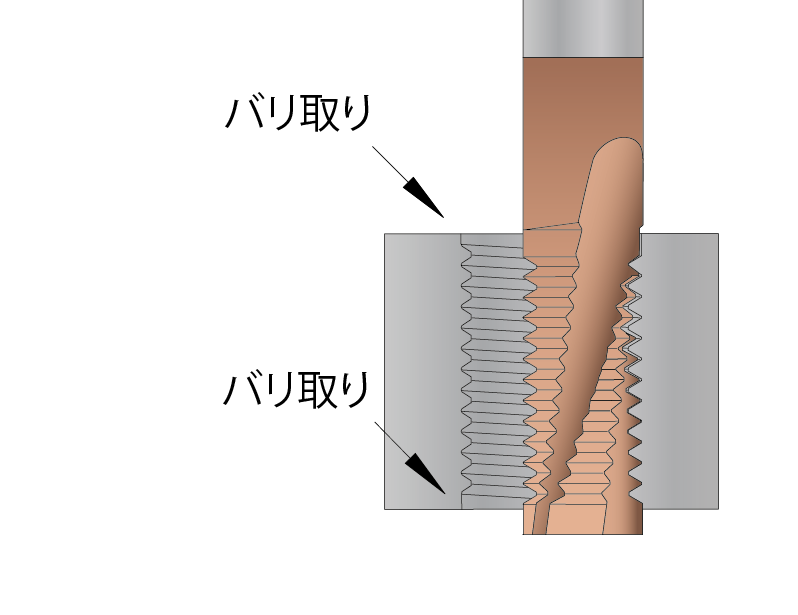
ダブルスレッドバーにより入口と出口のバリなしねじを得られます。
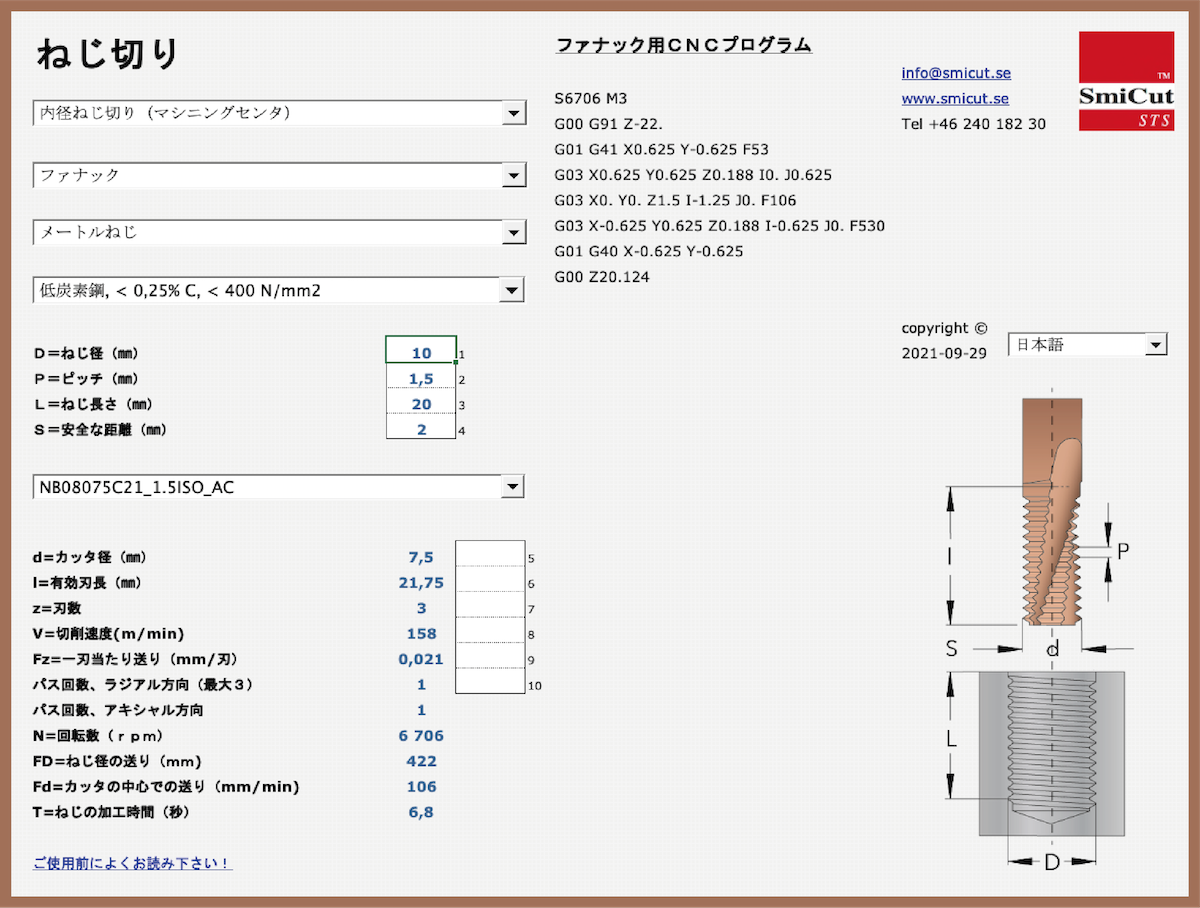
スレッドミル加工の切削条件、CNCプログラムはどこにあるか
一番容易なのはスミプログをご利用いただくことです。オンライン上またエクセルファイルでのダウンロードが可能です。
また、カタログの技術資料ページもご参照ください。
超硬ソリッドスレッドミルは再研磨可能か
はい。Φ12以上のスレッドミルで5本から承ります。通常2-3回再研磨が可能です。過度に摩耗しすぎないところで再研磨サービスをご利用いただくと、より長寿命でツールをご利用いただけます。
また、複数刃の1枚が欠けたスレッドミルの再研磨も可能です。ただし、すべての刃がかけた場合には、その部分を切り落として短いツールとして利用するか、廃棄することになります。
3Dステップファイルの有無
はい。ステップファイル形式で、CAD図面の用意がございます。CAD/CAMシステムでご利用いただけます。
NB0403C7_0.7ISO_AC のシンプルな3D CAD図面
受注製作品のスレッドミルの有無
ございます。通常製作に2-3週間+輸送でのお届けとなります。注文量が多いほど、単価は下がります。通常2,3,5,10本でのお見積りとなります。
ソリッドがよいか、チップ式が良いかの決定要因は
ほとんどの場合、ソリッドスレッドミルを推奨します。
ソリッドスレッドミル
- 刃数が多く、刃長が長く、スパイラルであり、超硬ソリッドであるため、加工時間が非常に短くてすみます。チップ式での加工と比較して、通常10倍速い加工となります。
- 加工時間の短さとツールの再研磨性から、ねじ1つあたりの加工コストは、チップ式よりも小さくなります。
- ツールコストだけでなく、トータルコストで見たときに、ソリッドのほうがチップ式よりも必ず安くあがります。

チップ式スレッドミル
- チップ式スレッドミルのメリットは、一つのカッタボディをピッチや形状の異なるチップに使いまわせることです。また、大きな加工径で同じねじを大量に加工する場合にもメリットがあります。
いつ内部給油式のスレッドミルを選択するべきか
多くの場合、内部給油式でないツールのほうが価格メリットがあり、外部給油の使用で十分なので、クーラント穴のないツールが使用されます。また、穴のないツールのほうが剛性に長け、破損リスクが少ないです。
しかし時に、切りくず処理が問題である場合や、クーラントをピンポイントで供給したい際や高圧クーラントを使用したい際、クーラント穴付きのツールを使用します。

止まり穴には軸方向クーラント供給ツールNBKの使用を推奨します。

通り穴には径方向クーラント供給ツールNBTの使用を推奨します。
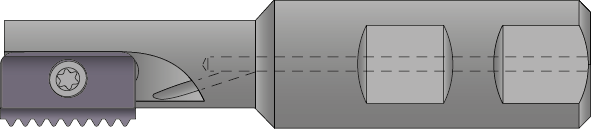
ダブル刃タイプを使用すべきはいつか
スレッドミル加工において、まずスレッドバー(NBツール)をご利用ください。ねじ加工の全長を加工でき、入口のバリ取りを同時に行えます。
それでうまくいかない場合に、切削負荷がより少ないダブル刃タイプをお試しください(NMツール)。例えば、ねじ長が長かったり、加工の難しい材料だったりする場合。
NMツールの場合、軸方向に数パス走らせる必要がございますが、送りを上げることができる上、NBツールよりも刃数が多いため、加工時間が極端に長くなることはございません。

ねじ長の長い加工、難削材のねじ切りに、ダブル刃タイプのスレッドミルはよい代替となります。
汎用か、フルプロファイルか
汎用タイプを使用すると、ツールには刃が1つしかなく、いくつものねじに合うような仕様なので、異なるピッチ、ねじ形状に利用できます。
メーカによっては、刃の頂を非常に小さく作り、ねじ高さを高くすることで、可能な限り多くのねじに使用できるようにしたりします。これにはデメリットもあり、頂はもろく、ツール径は小さくなり、寿命が短くなったり、欠損のリスクにつながります。スミカットでは、汎用タイプでも剛性を失わない程度の汎用性にとどめています。
フルプロファイルのツールはねじをより高品質に仕上げることができ、ねじ前の穴の精度が多少荒くてもきれいに上げることができます。選択肢として、汎用ツールを使用するよりもフルプロファイルを推奨します。
シングル刃か、ダブル刃か
シングル刃ツールのほうが切削抵抗が低く、ダブル刃ツールの方が長寿命のメリットがあります
シングル刃は通常、ダブル刃が使用できないほど非常に小さいねじに使用されます。例えばUN形状などです。使用可能な限り、ダブル刃を最初にお試しいただくことを推奨いたします。

シングル刃のスレッドミルは通常、非常に小さなねじに使用する。
一つのスレッドミルで内径ねじも外径ねじも加工できるか
MねじやUNねじを加工する場合、内径用スレッドミルで外径ねじの加工を行うことはできません。これらのねじは内径と外径で形状が異なるためです。内径ねじは、頂のほうが底よりも大きく、外径ねじではその反対に、底のほうが頂よりも大きくなっています。
W,BSPT,PG,NPT,NPTF,NPSFねじでは、頂と底が同じであるため、一つのスレッドミルで内径ねじも外径ねじも加工することができます。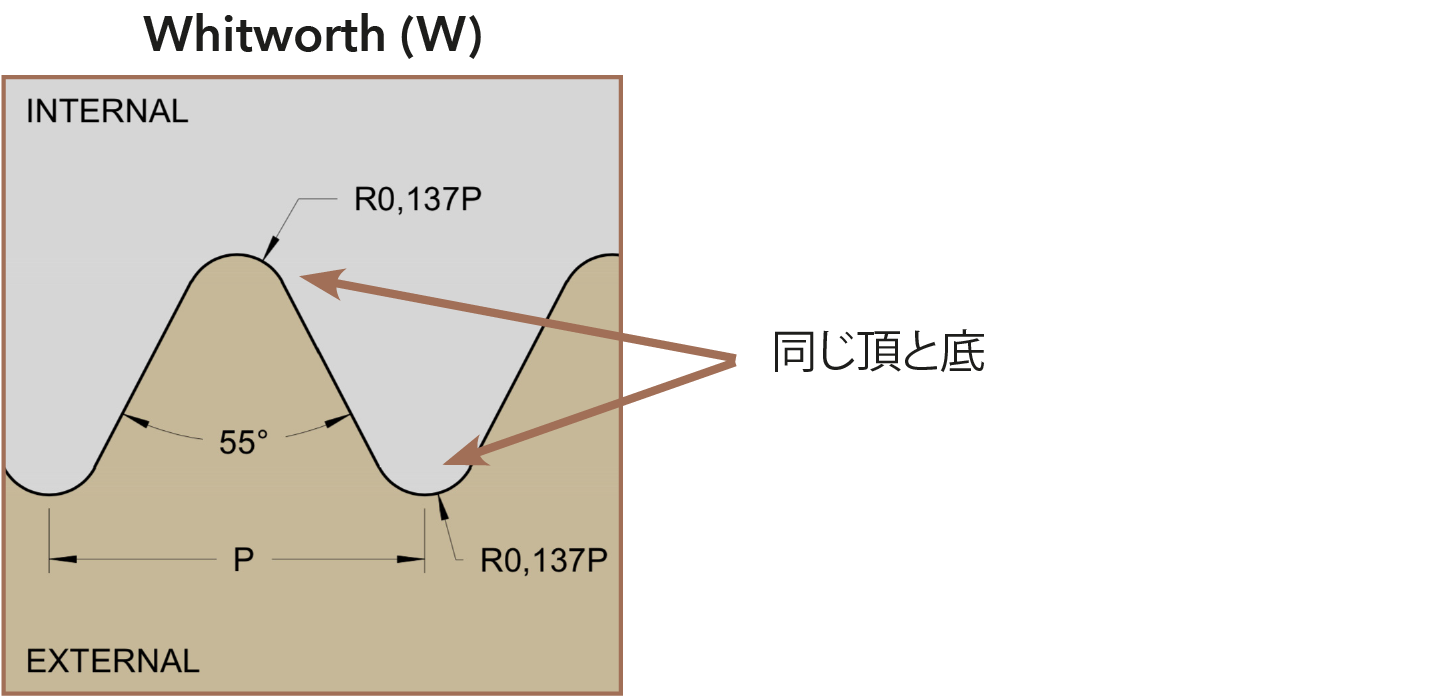
左勝手のねじの切り方
右勝手用の標準スレッドミルを使用し、上に向かってねじを切るのではなく、下に向かってねじを切るようにプログラムします。

ダウンカット、反時計回り(G03)
ヘリコイルのような挿入式ねじのスレッドミル加工は
ツール自体はねじの完成形に合わせて選定し、加工時より大きく径を加工し、そこに挿入ねじを入れるだけです。
Wが必要なのか、BSPTが必要なのか、どのように見分けるか
ウィットワース(W)は主に管用ねじとして用いられます。ねじがストレートであればWであり、テーパーであればBSPTとなります。
Gねじ→W
Rpねじ→W
Rcねじ→BSPT
Rねじ→BSPT
詳細は英国管用ねじ規格をご参照ください。
G/R – British Standard Pipe Thread (PDF)⬇︎

ストレートねじはW、テーパーねじはBSPT。
NPTとNPTF、NPSFの違いは
NPTとNPTFはテーパーねじで、NPSFはストレートねじです。
NPTねじで漏れが起こる場合があり、その際にはテープやその他のシールを使用して漏れを防ぎます。
この漏れの問題を防ぐために開発されたのがNPTF形状です。このねじは外径と内径で完全に密着するので、追加的に漏れを防ぐ対策は不要になります。
他にもNPSFねじがあり、内径ねじ用ですが、外径のNPTFにもフィットします。

ねじ加工前に、テーパーの穴加工が必要か
必ずしも必要ではありませんが、推奨します。下記の2つのメリットがあります。
1.スレッドミルの寿命が延びる
2.加工時間が短縮できる
事前にテーパー穴を加工しない場合、ねじ加工で1パスないし2パス余分にしなければならず、また送りを落とす必要があります。NPTやNPTFでは頂が小さいため、そのようにしなければツールが容易に破損してしますからです。
事前にテーパー穴を加工することで、ツールの寿命は伸び、加工時間は短縮できます。
標準品ツールでNPSMねじを加工できるか
可能です。スミカットにお問合せいただければ、適切なツールを提案いたします。
UNスレッドミルでUNJねじを加工できるか
内径ねじの場合には可能です。しかし、前加工で径を正しく穴加工しなければなりません。というのも、UNスレッドミルを使用してUNJねじを切る場合、そのスレッドミル加工で径を仕上げないからです。
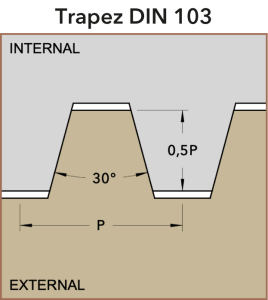
台形ねじ用の標準品スレッドミルがないのはなぜか
台形ねじは、形状が30°であり、通常ピッチが径に比して大きいという特徴があります。そのため、スレッドミル加工をすると形状の偏差は大きくなりがちです。適切なスレッドミル径を選ぶには、を参照ください。
ツールの形状を修正し、スレッドミル加工が可能なようにすることもできますが、その調整はいくつもの要素にまたがります。スミカットではこのツールのカスタマイズを行えますので、お客様の具体的なねじの情報をもってお問い合わせください。スペシャルツールをお見積りいたします。