Gwintowanie i gratowanie w ramach jednego kroku
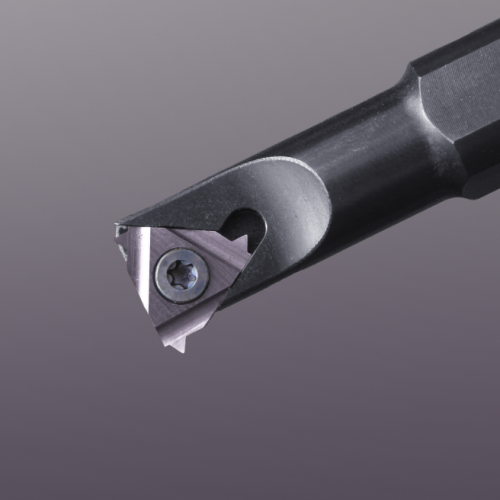
Frezy do gwintowania z węglika firmy SmiCut (ThreadBurr) zapewniają łatwy dostęp do materiałów, usprawniając proces gratowania gwintów.
- Gwintowanie i gratowanie w ramach jednego kroku
- Brak dodatkowych nakładów czasowych na gratowanie
Dzięki temu, że gratowanie odbywa się automatycznie przy okazji frezowania gwintów, można zaoszczędzić sobie dodatkowych kosztów. Rozwiązanie ThreadBurr da się z powodzeniem wykorzystywać nawet w przypadku rezygnacji z funkcji gratowania. ThreadBurr to standardowa opcja dostępna we wszystkich frezach do gwintów SmiCut o pełnej długości.
Bezdrganiowe frezy do gwintów
Wiele z tych frezów do gwintów ma unikatową, bezdrganiową konstrukcję, co przekłada się na większą produktywność. Aby poznać zalety tej innowacyjnej funkcji, wystarczy kliknąć tutaj.

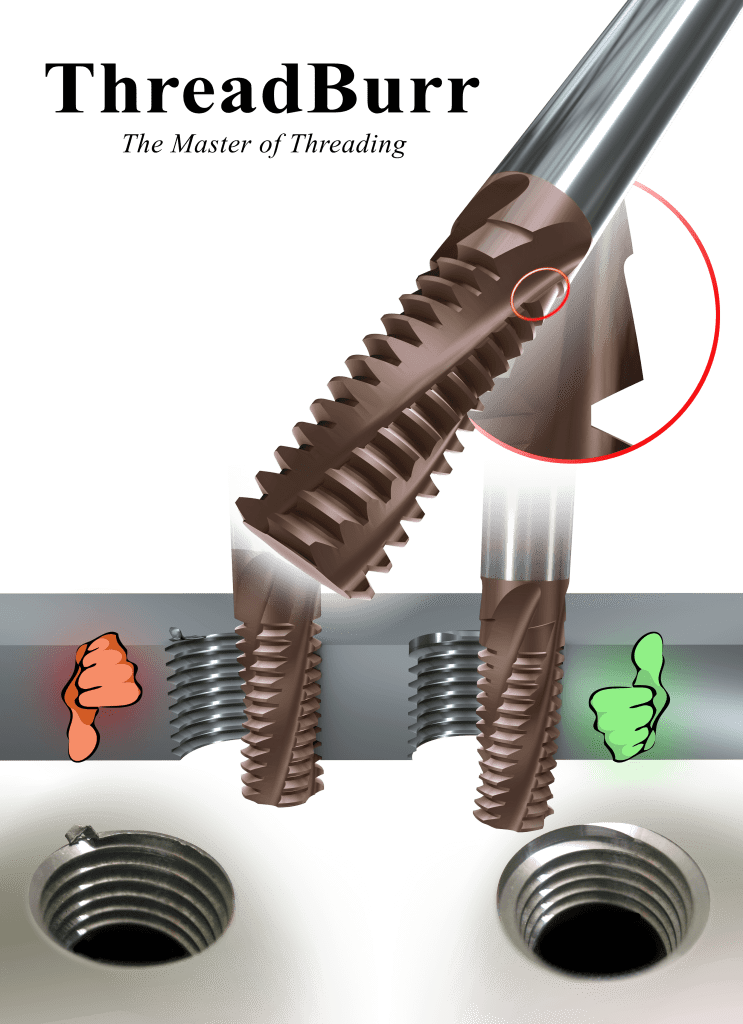
Frezy do gwintowania z węglika firmy SmiCut pozwalają przeprowadzić proces gwintowania i gratowania w ramach jednego kroku.
Jak uzyskać gwint bez zadziorów
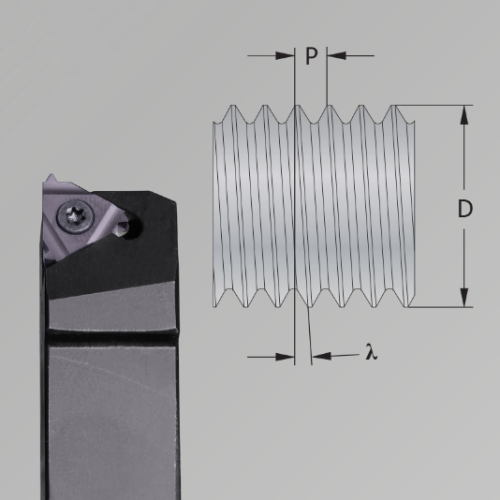
Długość skrawania jest wygrawerowana laserowo na narzędziu i można ją również znaleźć w katalogu. Jest to odległość, na jaką należy wejść do otworu z poziomu powierzchni, aby uzyskać idealne wejście.

Otwory przelotowe
W przypadku otworów przelotowych zawsze można skorzystać ze standardowego narzędzia. Należy pamiętać, że w celu uzyskania jak najlepszej stabilności i maksymalnych oszczędności trzeba skorzystać z jak najkrótszego narzędzia.
Otwory nieprzelotowe
W przypadku otworów nieprzelotowych w celu wygratowania gwintu należy dobrać w narzędziu odpowiednią długość skrawania (I). W większości przypadków w naszej ofercie można znaleźć odpowiednie, standardowe narzędzie. Na życzenie możemy także przyciąć narzędzie do odpowiedniej długości – taką usługę zrealizujemy bardzo sprawnie i w korzystnej cenie. Podczas zamawiania narzędzia do otworów nieprzelotowych należy zwrócić uwagę na poniższe kwestie.
- Długość skrawania (l) powinna być równa wymaganej długości gwintu (L) plus jeden skok (P).
- Odległość do odcięcia (c) musi być podzielna przez skok (P).

Przykład
Długość gwintu M16 × 1,5 24 mm
Frezowanie gwintów za pomocą NB1212D29_1.5ISO_AC (dł. = 29,25 mm)
| 24 + 1,5 = 25,5 mm | Wymagana długość skrawania (l) |
| 29,25 -25,5 = 3,75 mm | Maksymalne odcięcie |
| 3,75 / 1,5 = 2,5 | Liczba skoków do odcięcia |
| 2 x 1,5 = 3,0 mm | Odległość do odcięcia (c) |
| 29,25 – 3,0 = 26,25 mm | Długość skrawania (l) po odcięciu |
| 26,25 – 1,5 = 24,75 mm | Długość gwintu (L) po odcięciu |
Narzędzie należy przyciąć tylko w przypadku korzystania z funkcji usuwania zadziorów na otworach nieprzelotowych oraz w razie braku standardowego narzędzia o odpowiedniej długości skrawania.
Usuwanie zadziorów z gwintu po obu stronach za pomocą rozwiązania Double ThreadBurr
Istnieje możliwość usunięcia zadziorów z gwintu po obu stronach. Ponieważ długość gwintu zależy od grubości materiału, należy do tego użyć specjalnego narzędzia. Przeczytaj raport ze studium przypadku dot. rozwiązania Double ThreadBurr. Podczas zamawiania narzędzia do usuwania zadziorów po obu stronach należy zwrócić uwagę na poniższe kwestie.
- Długość skrawania (l) powinna być równa grubości materiału.
 Przykład
Przykład
Długość gwintu M30 × 3 40 mm
| 40 / 3 = 13,3 | Liczba skoków |
| 13 x 3 = 39,0 mm | Długość skrawania (l) |
Frezowanie gwintów za pomocą niestandardowego narzędzia NBB2020D39_3.0ISO_AC (dł. = 39,0 mm)