Öka produktiviteten vid gängfräsning
Gängfräsning är en av de mest effektiva och flexibla metoderna för att tillverka gängor. För att verkligen få ut hög prestanda och sänka kostnaderna finns det tre avgörande områden:
- Optimerad programmering
- Val av rätt gängfräs
- Omslipning för längre verktygslivslängd och lägre totalkostnad
Optimerad programmering
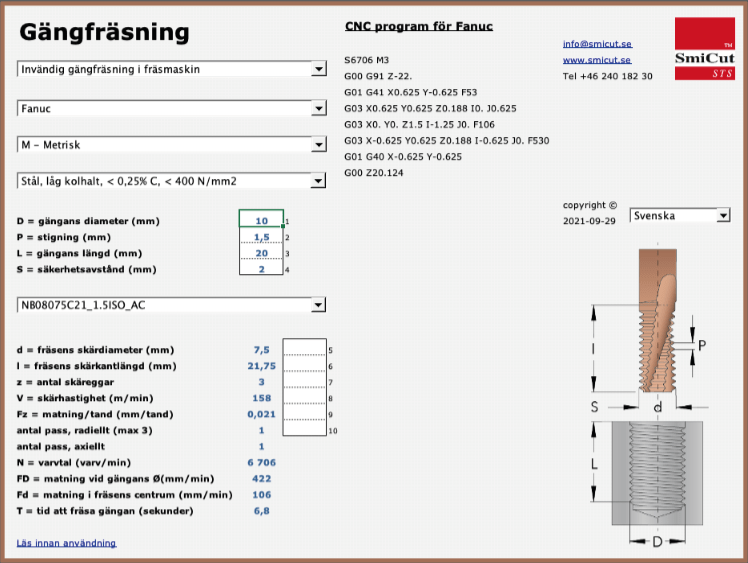
Effektiv gängfräsning börjar med rätt CNC-program. Ofta beror dåliga resultat inte på verktyget, utan på felaktig programmering.
SmiCuts erfarenhet av gängfräsning, tillsammans med den kostnadsfria programvaran SmiProg, hjälper till att lösa dessa problem. SmiProg tar fram optimal skärdata baserat på verktyg, gängdimension, stigning och material. Det minskar behovet av att testa sig fram och säkerställer rätt ingrepp från start.
➜ SmiProg – programvara för gängfrräsning
Val av rätt gängfräs
Valet av gängfräs påverkar direkt bearbetningsresultat, stabilitet och totalkostnad.
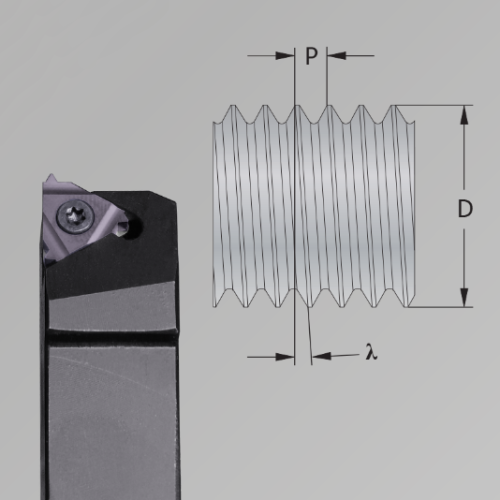
Val av rätt gängfräsdiameter
Vid gängfräsning måste gängfräsens diameter alltid vara mindre än gängans diameter.
Är verktygsdiametern för stor kan det ge avvikelser i gängprofilen. Är den för liten försämras skärprestanda och stabilitet.
Se följande sida för vägledning om hur du väljer rätt diameter på gängfräsen för din applikation.
➜ Välj rätt diameter på gängfräsen
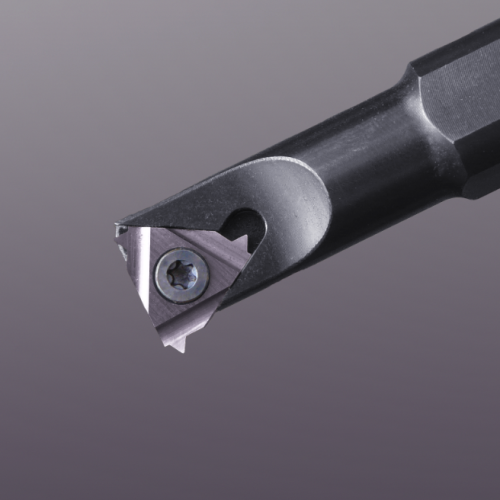
Vibrationsfri design
SmiCuts har ett stort utbud av solida gängfräsar konstruerade med vibrationsfri design. Det innebär optimerade kombinationer av spiralvinkel, antal skär och skärgeometri som ger jämna skärkrafter – vilket minskar vibrationer och ökar verktygslivslängden.
 När en skäregg ligger kvar i ingrepp tills nästa går in i snittet blir körningen stabilare, cykeltiderna kortare och verktygsslitaget minskar.
När en skäregg ligger kvar i ingrepp tills nästa går in i snittet blir körningen stabilare, cykeltiderna kortare och verktygsslitaget minskar.
➜ Läs mer om vibrationsfri gängfräsning
ThreadBurr — gängning och gradning i samma operation
ThreadBurr-tekniken avgradar gängans ingång direkt i samma operation som gängningen. Det eliminerar extra moment för gradning, sparar cykeltid och minskar behovet av efterbearbetning. ThreadBurr är standard i hela SmiCuts sortiment och ger gradfria gängor utan extra operationer.
ThreadBurr är standard i hela SmiCuts sortiment och ger gradfria gängor utan extra operationer.
Solid gängfräs jämfört med gängfräs med vändskär
Här är en snabb guide som hjälper dig att välja rätt:
Solid gängfräs
- Delivers much faster cutting cycles because of more cutting edges, full flute length, spiral geometry, and a solid carbide body.
- Often up to ~10× faster than indexable tools.
- Lower total cost per thread thanks to shorter machine time and regrindability.
- Tools can be regrinded and recoated to extend life and further reduce cost per thread.
- Typically the best choice for most production environments.

Indexable Thread Mill
- Uses interchangeable inserts, so one toolholder can accommodate multiple pitches or profiles.
- Can be useful for occasional threads on larger diameters.
- However, cut time tends to be longer, and overall cost per thread usually higher than solid tools for volume production.
Regrinding and Recoating
A major advantage of solid carbide thread mills is that they can be reground and recoated instead of being replaced. This allows the cutting geometry and performance to be restored — often several times during the tool’s life. At SmiCut we usually regrind thread mills from Ø12 and larger.
The result is:
- Lower cost per thread
- Longer total tool life
- Consistent cutting performance
- Reduced carbide waste
For large threads and series production, regrinding quickly becomes a key contributor to overall machining economy.
When to Regrind a Solid Carbide Thread Mill
To get the most value from regrinding, timing is important.
- Regrind before heavy wear: Early regrinding preserves cutting geometry and ensures better results after reconditioning.
- Avoid running to failure: Tools should be removed before major tooth breakage to prevent scrap and downtime.
- Minor damage is acceptable: Even if one or a few teeth are damaged, regrinding is often still possible since solid carbide thread mills usually have many flutes.
- Plan by wear, not breakage: Monitoring wear makes tool life predictable and production more stable.
With planned regrinding and recoating, solid carbide thread mills remain one of the most economical threading solutions available.
Bringing Performance and Cost Efficiency Together
By combining:
- Smart programming (including SmiProg),
- Advanced tooling (vibration-free designs, ThreadBurr technology), and
- Tool lifecycle optimisation (regrinding and recoating),
you create a thread milling process that’s faster, more stable, more reliable, and more economical.
Let’s Optimise Your Thread Milling Process
Whether you’re improving programming, selecting the best tools for your application, or planning tool lifecycle strategies, SmiCut provides the expertise and tooling support to help you reduce machining costs while improving performance.
👉 Contact SmiCut today at info@smicut.se to discuss your application and unlock the full economic potential of thread milling.