我們經常收到關於牙加工或是銑牙刀的問題。點擊以下連結可快速地到達您問題的解答。
如果您的問題沒有列出,請發信到info@smicut.se,我們將盡力提供協助。
銑牙加工有甚麼優勢?
請閱讀以下文章,了解銑牙加工的14個優勢
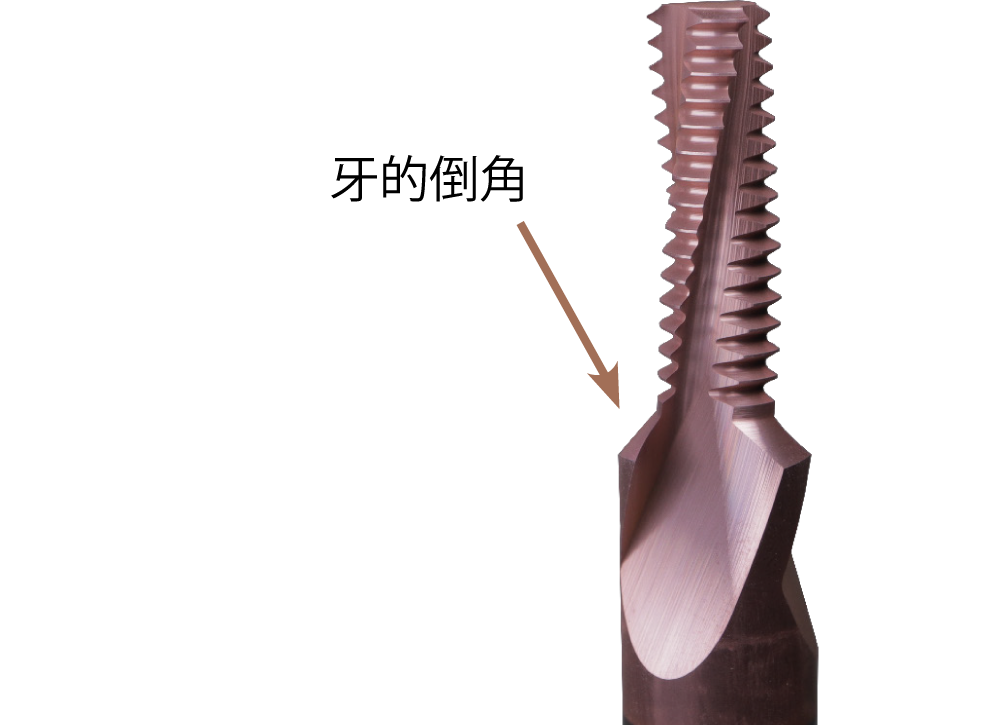
我是否需要在完成牙後倒角?
如果圖面上有標示且您沒有修改的權限,那麼這題的答案就是肯定的。
實際上,這是不需要的,因SmiCut(ThreadBurr去毛邊)的銑牙刀在銑牙時會同時將牙的入刀口處的毛邊去除。
首選是盡量避免不必要的倒角工序。其次是使用NF系列銑牙刀,即可同時將倒角和牙完成。
使用NF系列銑牙刀,您即可同時將倒角和牙完成。
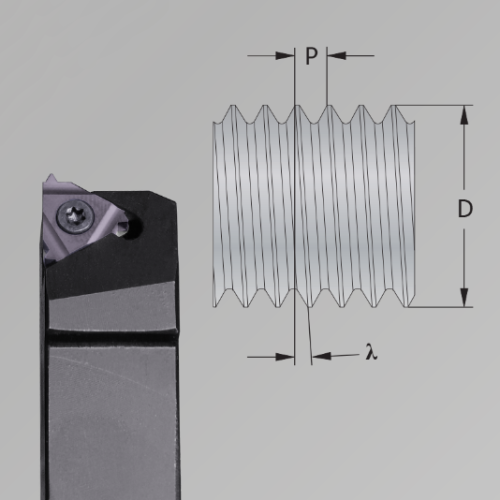
我該如何選擇正確的銑牙刀直徑?
銑牙加工時,刀具的刃徑必須小於螺紋直徑。因為螺紋有螺旋角度,但刀具是直的。如果刃徑太大,牙型會有偏移。偏移的大小取決於幾個因素。
- 螺紋直徑
- 刀具刃徑
- 牙的角度
- 牙距
如果刀具刃徑比螺紋直徑大、牙角小且牙距大。這些情形都會使偏移較大。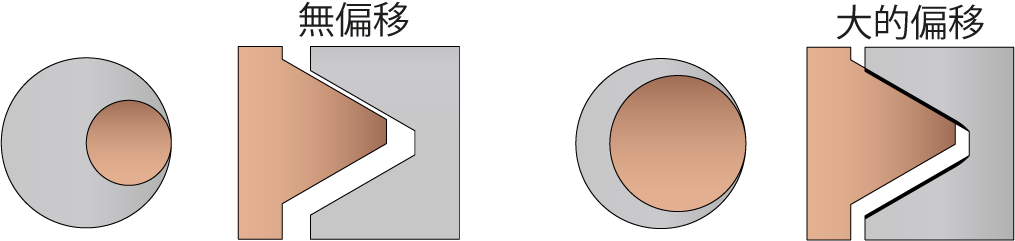
有三種方式可幫助您選擇正確的銑牙刀尺寸
是否有可能加工第一個牙就符合公差?
可以的,如果您在程式中使用雷刻在刀柄上的刃徑值和螺紋外徑,就可以使第一個牙符合公差。
我該如何取得正確的牙外徑?
SmiCut銑牙刀的截圓直徑都會以光學測量,並且將理論外徑雷刻在各個刀具上。這個外徑是您應該在程序中使用的,以獲得正確的螺紋直徑。
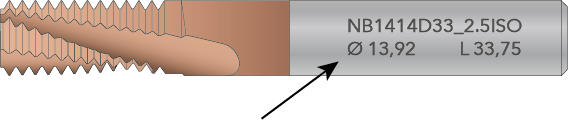
外徑的理論值會雷刻在柄上
加工粗牙時,如使用雷標尺寸,您的牙通常會落在公差中間值。
加工細牙時則會有點緊繃,因為會有個非常小的牙型偏移 (可參考前一個問題)。在這個情形下,您可微調尺寸後再銑一次牙。
如果銑出的牙不在公差內,是否就代表銑牙刀已經磨損了?
不是的,您可以在CNC程式中調整尺寸,並繼續加工更多的牙。
如何做出修毛邊的牙孔表面?
使用SmiCut(ThreadBurr)的銑牙刀即會讓您獲得一個乾淨的牙孔表面以及去毛邊的牙。刀具刃長有雷刻在刀柄上,也可在目錄中查詢。刀具由表面到孔內加工深度等於此刃長時,即可完成一個漂亮的入刀孔。

是否可能將孔的雙面都去毛邊?
可以的,這一個加工程序需要訂製刀,因所需牙長和工件厚度相關。
↪︎孔雙面都去毛邊的訂製刀Double ThreadBurr

雙ThreadBurr去毛邊刀可去除牙孔頂端和背部的毛邊。
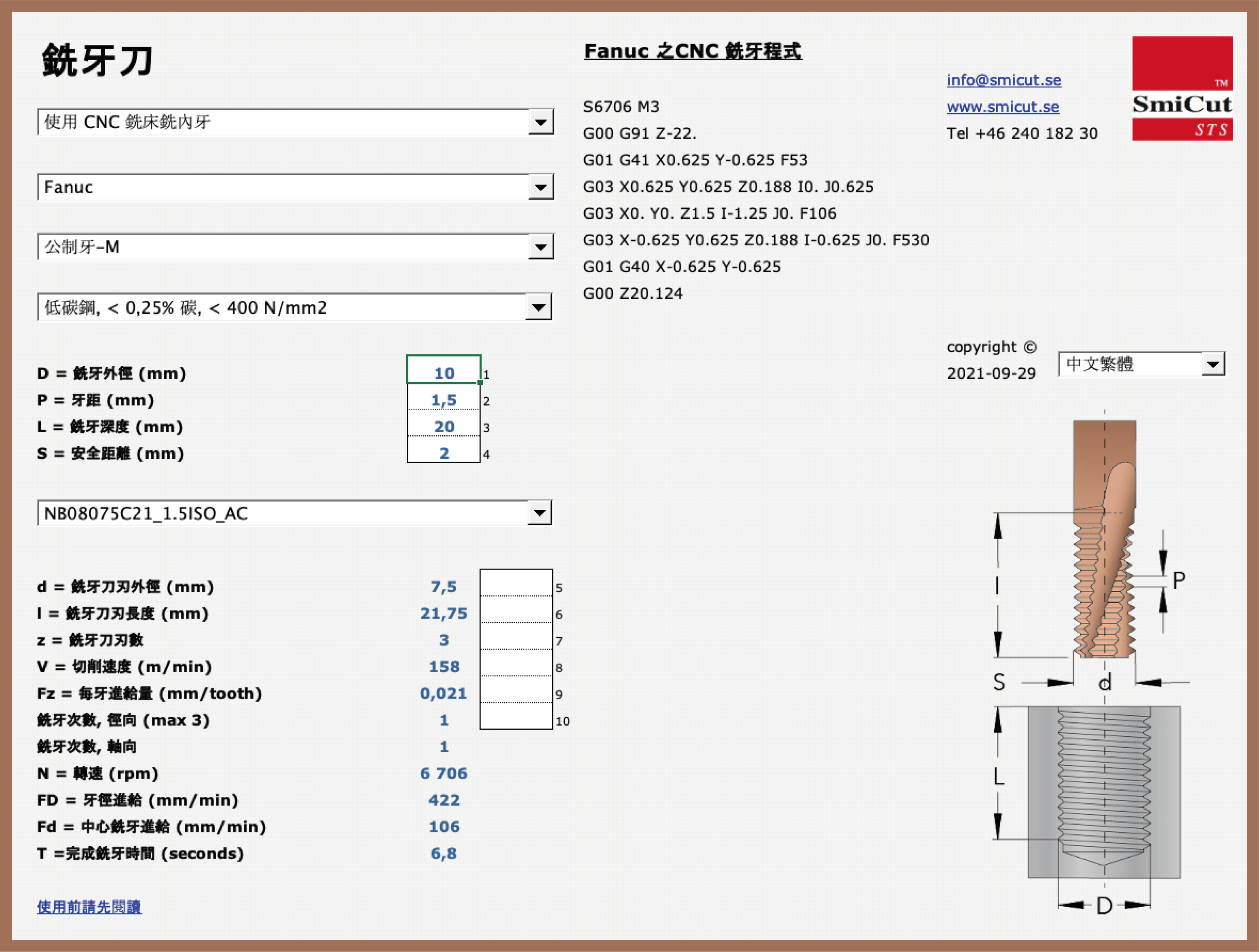
在哪裡可以找到銑牙的切削數據和CNC程式?
最簡單的方式就是使用我們的SmiProg銑牙程式。此程式可以在線上使用或是可以下載Excel版本。
在我們的目錄上也可看到實用的技術資訊。
鎢鋼銑牙刀是否可以再研磨?
可以的,當銑牙刀刃徑大於等於Ø12時再研磨一個好選擇。一般來說,一支銑牙刀可以再研磨至少2-3次。若要使刀具壽命更長以及讓可研磨的次數更多,於加工時必須在刀具過度磨耗時替換刀具。
如果一個刃上的牙損傷了,這個刀還是有可能可以再磨利。但如果同一高度刃上的牙都損壞了,這支銑牙刀就需報廢,或是也可以切斷,唯銑牙刀會變得較短。
是否有3D STEP檔案?
有的,我們的鎢鋼銑牙刀有CAD繪圖檔,STEP形式。這些圖檔可用於CAD/CAM系統。
NB0403C7_0.7ISO_AC的簡化CAD繪圖檔
SmiCut是否有製作特殊銑牙刀?
有的,一般含鍍層的銑牙刀交期為2-3週。單價和訂製數量有關,數量越多單價越低。訂製量多為2, 3, 5 或10支。
我該使用鎢鋼銑牙刀還是可替換刀片式銑牙刀?
在多數情形下,鎢鋼銑牙刀會是最佳選擇。
鎢鋼銑牙刀
- 加工時間極短,因為銑牙刀有較多刃數、完整的切削刃長、螺旋槽設計,並且是全鎢鋼製成。鎢鋼銑牙刀加工通常比可替換刀片式銑牙刀快約10倍。
- 由於加工時間更短,且鎢鋼銑牙刀可以研磨重複使用,因此每個牙的刀具成本大多低於可替換刀片式銑牙刀。
- 如果計算機器時間和刀具成本,總成本總是低於可替換刀片式銑牙刀。

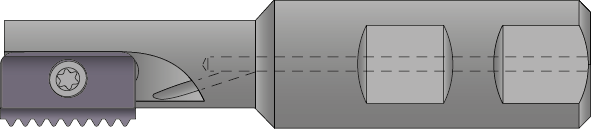
可替換刀片式銑牙刀
可替換刀片式銑牙刀的優點是可以在同一刀桿上使用不同螺距和牙型的刀片。因此,如果您只需要在較大外徑上製作一個牙,則可替換刀片式銑牙刀可以是一個替代選擇。
何時應該選擇有中心出水的銑牙刀?
大多數人使用無中心出水的刀具,因為價格更便宜,且加工時可以使用外部冷卻液。刀具整支到中心都是鎢鋼的,使其更為堅固,且斷裂風險更低。
在某些情況下,當您遇到切屑問題時,您可能希望使用有中心出水的刀具,因為這些刀具可以使冷卻液精準流到所希望的位置並且更為高壓。

軸向中心中水(NBK系列)多適用於盲孔。

徑向中心出水(NBT系列)多適用於通孔。
何時應該使用雙牙銑牙刀?
銑牙加工的首選必定是 ThreadBurr,NB系列刀具。它們有完整的刃長,且可以在加工同時去除牙入口的毛邊。
在某些情況下,當難以獲得良好的加工結果時,雙牙的 NM 系列刀具可以成為解決方案,因為切削阻力較低。例如,加工長牙和難加工材料時。
使用 NM 刀具時,您需要軸向進行多次加工,而不是一次,即使如此,加工時間也不會增加太多,因為您可以增加進給速度,而且此系列刃數比 NB系列還多。

雙牙銑牙刀可以是加工長牙和難加工材料的好選擇。
通用牙型vs固定牙型
使用通用牙型工具,可以做不同的螺距和牙型,因為此刀具只有一個牙和一個可適用於多種牙的牙型。
有一些刀具製造商會製作具有非常小牙峰和大牙高的通用型刀具,以便能夠加工盡可能多種的牙。這樣做的缺點是牙峰會是脆弱的,而且刀具直徑較小,導致刀具壽命短且易斷裂。因此,SmiCut 生產的通用牙型銑牙刀使用範圍較為有限,以提高工具的使用壽命和穩定性。
全牙刀具可以加工出更高品質的牙,而且使用這些刀具時,在銑牙加工之前不需要非常精準地鑽孔。因此,全牙刀具我們建議的首選。
單牙vs雙牙
單牙銑牙刀具有較低的切削阻力,雙牙的銑牙刀具有較長的刀具壽命。
單牙銑牙刀主要用於極小的牙,或者當沒有雙牙銑牙刀可使用時,例如 UN 牙。雙牙銑牙刀建議作為首選。

單牙銑牙刀主要用於極小的牙
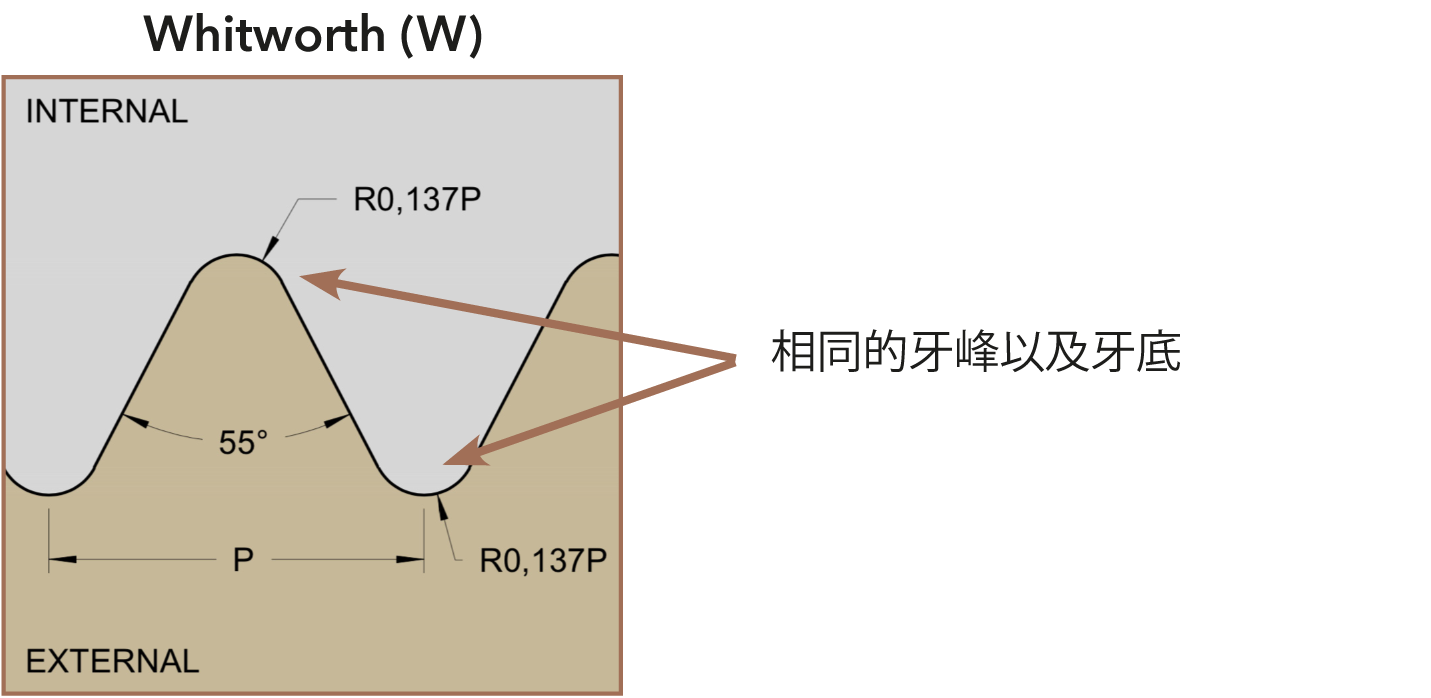
可以使用相同的銑牙刀加工內牙和外牙嗎?
在製作公制(M)和美制(UN)牙時,不能將內牙銑牙刀用於外牙,因為它們的內部和外部牙型不同。內牙的牙峰比牙底大,而外牙則相反,牙底比牙峰大。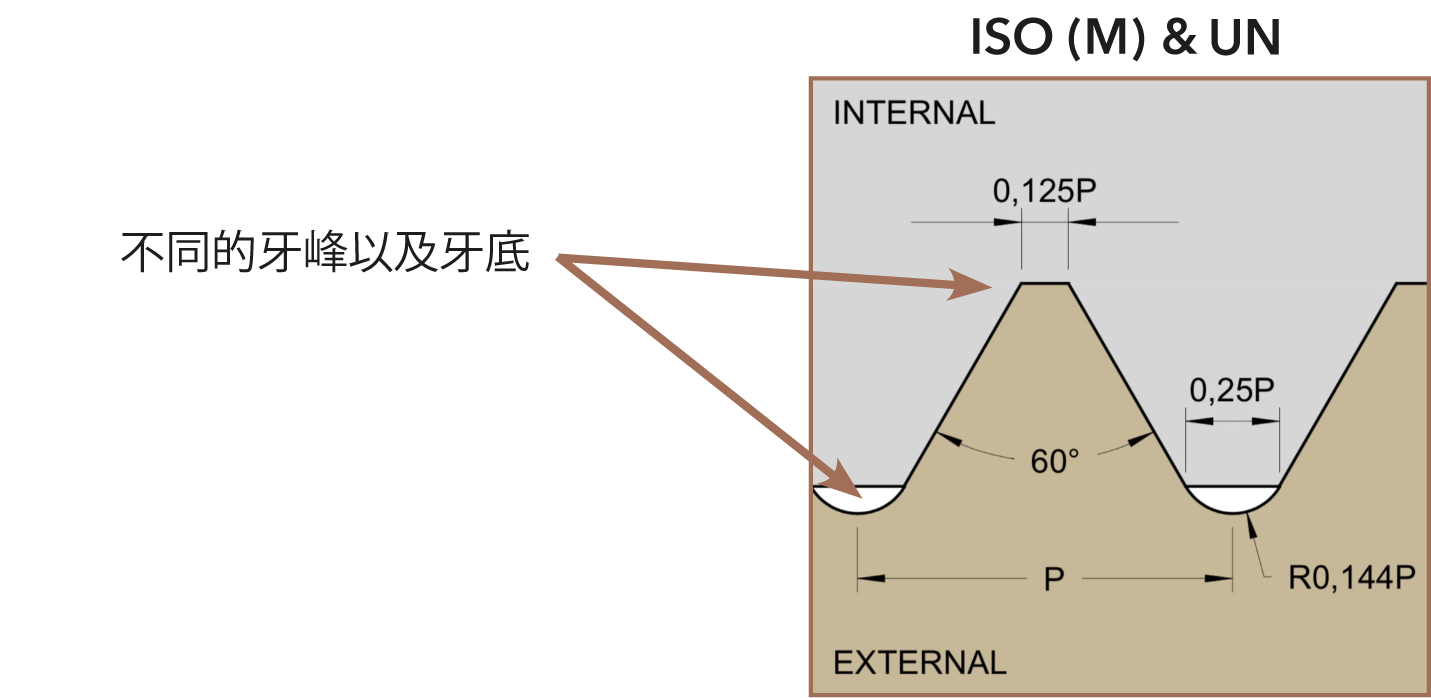
W、BSPT、PG、NPT、NPTF 和 NPSF 等牙型的牙峰和牙底相同,因此可以使用相同的銑牙刀加工內外牙。
該如何加工左牙?
使用標準的右旋銑牙刀具,但程式設定刀具向下一個牙距,而不是向上一個牙距

向下銑削,逆時針(G03)
我如何銑出用於護套的牙?(如螺紋護套及其它類似物品)
使用與已完成牙相同的刀具。您唯一需要做的就是銑削出一個較大的直徑,然後放入螺紋護套。
我如何知道我需要W還是BSPT?
Whitworth惠氏牙是一種主要用於管螺紋的型號。當它是直螺紋時,使用W;當它是錐形螺紋時,使用BSPT。
G螺紋 → W
Rp螺紋 → W
Rc螺紋 → BSPT
R螺紋 → BSPT
欲瞭解更多資訊,請下載英國標準螺紋設計規範。
G/R – British Standard Pipe Thread (PDF)⬇︎

當螺紋為直螺紋時使用W,而當螺紋為錐度螺紋時使用BSPT。
NPT, NPTF和NPSF之間有什麼區別?
NPT和NPTF是錐度螺紋,而NPSF是直螺紋。
NPT螺紋可能會出現漏氣現象,這意味著必須使用螺紋密封膠帶或其他螺紋密封劑才能獲得無漏氣的螺紋。
為了解決漏氣問題,NPTF螺紋於焉出現。該螺紋在外部和內部螺紋之間是完全接觸,緊密配合的,不需要其他密封產品。
另一種乾式密封的變化型是NPSF,它用於內螺紋,並且設計成適配NPTF外螺紋。

我需要在加工螺紋之前預先銑削一錐度孔嗎?
這不是必要的,但我們強烈建議這麼做,在螺紋之前預先銑削錐度孔有兩個主要優點:
1.增加螺紋銑刀的使用壽命。
2.縮短加工時間。
如果不預先銑削,則必須增加一或兩次額外進刀並且減少進給,否則由於NPT和NPTF螺紋的牙峰非常小,刀具可能會損壞。
預先銑削錐度孔能夠增加刀具壽命,並且縮短加工時間。
是否可用標準刀具做出NPSM牙?
是的,這是可以的。請聯繫SmiCut,我們將為您推薦適合的工具。
我可以使用UN銑牙刀製作UNJ螺紋嗎?
如果是內螺紋,您可以使用UN銑牙刀製作UNJ螺紋,但必須先鑽ㄧ正確直徑的孔,因為使用UN銑牙刀製作UNJ螺紋時,刀具無法加工牙的頂部。
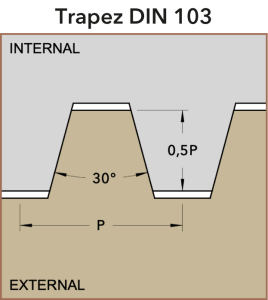
為什麼沒有梯形牙的銑牙刀標準品呢?
梯形牙的問題在於其剖面只有30度,而且螺距通常與直徑相比很大。這意味著在銑削螺紋時,偏差會相對較大。 請參閱問題“如何選擇正確的銑牙刀直徑?”
在多數情形下,可以修改刀具牙型,以便可銑出梯形牙,但由於需要考慮幾個因素,SmiCut需為個別螺紋做出專屬刀具。如果您想知道您的螺紋是否可用銑的,請聯繫SmiCut以取得訂製刀報價。