Increase Your Thread Milling Productivity
Thread milling is one of the most efficient and flexible methods for producing threads. But to unlock real performance and cost savings, three areas matter most:
- Optimised programming
- Choosing the right thread mill
- Regrinding for extended tool life and lower total cost
Optimal Programming
Efficient thread milling starts with the right CNC program. In many cases, poor results are not caused by the tool itself, but by incorrect programming.
SmiCut’s experience in thread milling, combined with the free SmiProg software, helps eliminate these issues. SmiProg generates optimal cutting data based on the tool, thread size, pitch, and material being machined. This reduces trial-and-error programming and ensures correct tool engagement from the start.
➜ SmiProg – Software for Thread Milling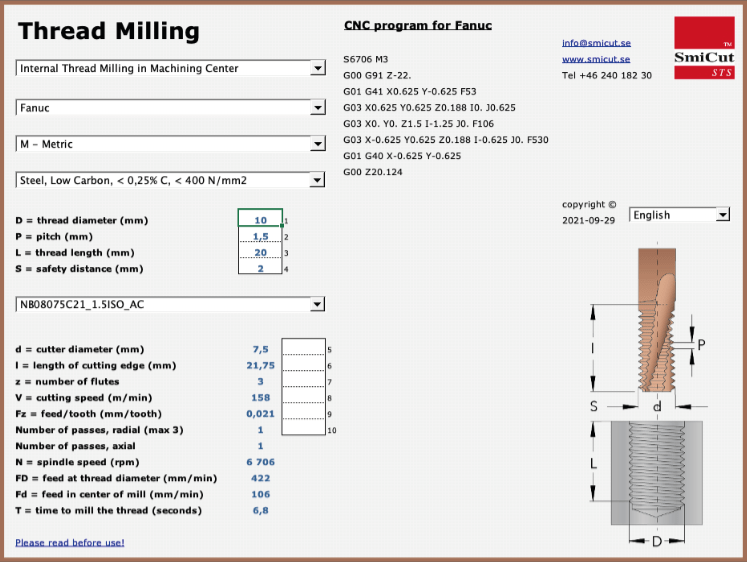
Choosing the Right Thread Mill
The choice of thread mill directly influences machining performance, stability, and overall economy.
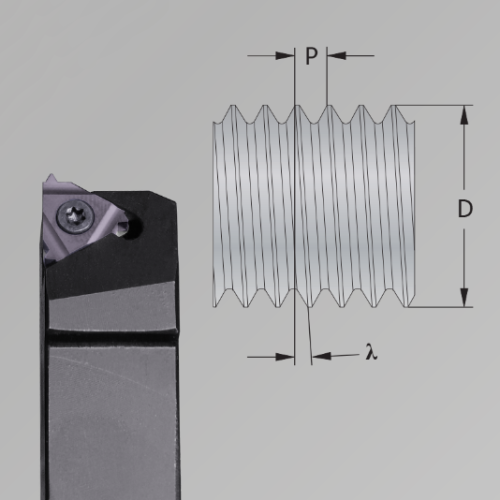
Correct Thread Mill Diameter
When thread milling, the diameter of the thread mill must always be smaller than the thread diameter.
If the tool diameter is too large, it can cause thread profile deviations. If the diameter is too small, cutting performance and stability may be reduced.
See the following page for guidance on choosing the most suitable thread mill diameter for your application.
➜ How to Choose the Correct Thread Mill Diameter?
Vibration-Free Design
SmiCut has a great range of solid carbide thread mills engineered with a vibration-free design. This includes optimised combinations of helix angle, flute count, and cutting geometry that keep cutting forces consistent — reducing chatter and extending tool life.
 When one cutting edge remains engaged until the next enters the cut, machine dynamics become smoother, cycles become faster, and tool wear decreases.
When one cutting edge remains engaged until the next enters the cut, machine dynamics become smoother, cycles become faster, and tool wear decreases.
➜ Read more about Vibration-Free Thread Milling
ThreadBurr — Threading and Deburring in One Operation
ThreadBurr technology deburrs the thread entry as part of the thread milling process. This eliminates extra deburring operations, saving cycle time and reducing secondary tooling costs.
 ThreadBurr is standard across the SmiCut range and delivers burr-free threads without extra operations.
ThreadBurr is standard across the SmiCut range and delivers burr-free threads without extra operations.
Solid Carbide vs Indexable Thread Mills
Here’s a quick guide to help you weigh your options:
Solid Carbide Thread Mill
- Delivers much faster cutting cycles because of more cutting edges, full flute length, spiral geometry, and a one-piece solid carbide body.
- Often up to ~10× faster than indexable tools.
- Lower total cost per thread thanks to shorter machine time and regrindability.
- Tools can be regrinded and recoated to extend life and further reduce cost per thread.
- Typically the best choice for most production environments.

Indexable Thread Mill
- Uses interchangeable carbide inserts in a toolholder, so one body can accommodate inserts for multiple pitches or thread profiles.
- Can be useful for occasional threads on larger diameters.
- However, cut time tends to be longer, and overall cost per thread usually higher than solid carbide tools for volume production.
Regrinding and Recoating
A major advantage of solid carbide thread mills is that they can be reground and recoated instead of being replaced. This allows the cutting geometry and performance to be restored — often several times during the tool’s life. At SmiCut we usually regrind thread mills from Ø12 and larger.
The result is:
- Lower cost per thread
- Longer total tool life
- Consistent cutting performance
- Reduced carbide waste
For large threads and series production, regrinding quickly becomes a key contributor to overall machining economy.
When to Regrind a Solid Carbide Thread Mill
To get the most value from regrinding, timing is important.
- Regrind before heavy wear: Early regrinding preserves cutting geometry and ensures better results after reconditioning.
- Avoid running to failure: Tools should be removed before major tooth breakage to prevent scrap and downtime.
- Minor damage is acceptable: Even if one or a few teeth are damaged, regrinding is often still possible since solid carbide thread mills usually have many flutes.
- Plan by wear, not breakage: Monitoring wear makes tool life predictable and production more stable.
With planned regrinding, solid carbide thread mills remain one of the most economical threading solutions available.
Bringing Performance and Cost Efficiency Together
By combining smart programming, advanced tooling, and tool lifecycle optimisation, you create a faster, more stable, and more economical process.
Let’s Optimise Your Thread Milling Process
SmiCut provides the expertise and tooling support to reduce machining costs and improve performance.
👉 Contact SmiCut at info@smicut.se to improve your thread milling.