Gängfräsning är en modern och effektiv metod för tillverkning av gängor. Här kan du läsa 14 olika skäl på varför man ska välja gängfräsar istället för gängtappar.
1) En säker bearbetningsmetod
Minimal risk för haveri eftersom skärkrafterna är låga och spånorna är korta. Om olyckan skulle vara framme är arbetsstycket inte förstört eftersom verktyget inte fastnar då gängfräsens diameter är mindre än gängans.
Brutna gängtappar förstör lätt dyra arbetsstycken, eftersom gängning ofta är den sista operationen.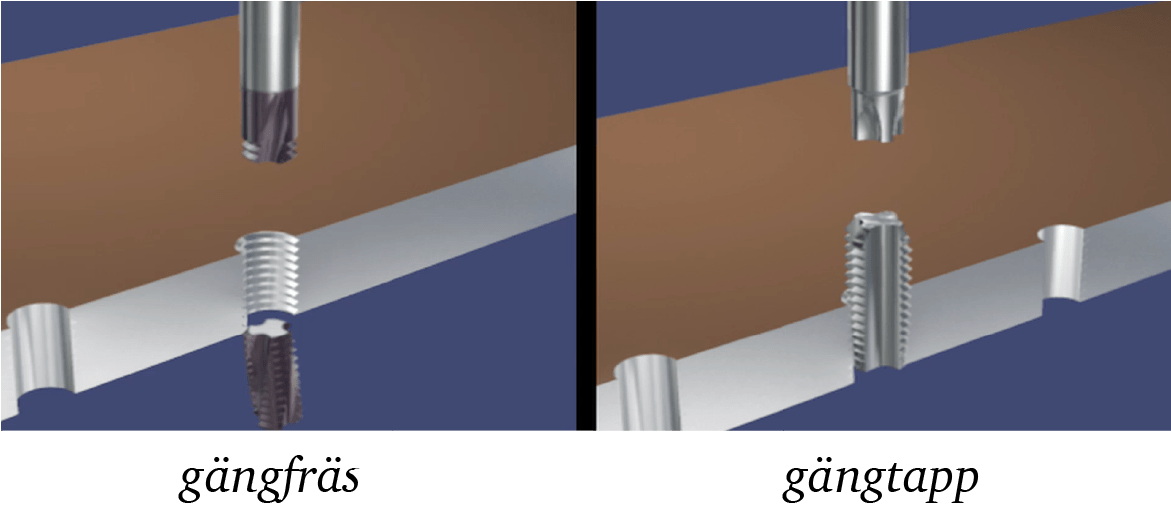
2) Svårbearbetade material
Optimala skäregenskaper med låga skärkrafter gör det möjligt att gängfräsa material som härdat stål upp till HRC 65, titan och andra svårbearbetade material.
Laserskurna hål blir vanligare. Att gänga med tapp är svårt eftersom ytan blivit hård, men med en gängfräs går det enkelt.
3) Olika toleranser
Mycket snäva toleranser är möjliga att få genom att använda radiekorrigering i CNC-programmet.
Med gängtappar behöver du olika verktyg för olika toleranser. Tappen är förbrukad efter slitage men med en gängfräs kan man fortsätta gänga efter justering med radiekompensering.
Om du gör en ytbehandling måste special gängtappar användas, annars måste gängningen göras i efterhand för att få rätt tolerans. Med en gängfräs kan gängan göras före ytbehandling. Ingen bearbetning behövs efter ytbehandlingen och gängan är skyddad mot rost och slitage.
4) Bättre kvalité på gängan
Med gängfräsning får man optimala skäregenskaper. Spånflödet är mycket god då verktygsdiametern är mindre än gängdiametern. Gängan får en mycket bra ytfinish och kvalitet.
Med gängtapp är verktygsstorleken densamma som gängstorleken och tappen måste tvinga spånan genom gängan. Resultatet är en gänga som kanske inte blir tillräckligt bra.

5) Flexibelt verktyg
Samma gängfräs kan användas för både höger- och vänstergänga. Gängor med olika diametrar och toleranser kan göras med samma verktyg så länge stigningen är densamma. Samma gängfräs för bottenhål och genomgående hål. W, BSPT, PG, NPT, NPTF och NPSF är gängprofiler där man kan använda samma verktyg för in- och utvändig gänga.
6) Gängning i bottenhål
Med gängfräsning får man en full gängprofil ända ner i botten av hålet. Det gör det möjligt att få en gänga där det annars inte hade varit möjligt.
Med gängtapp måste man alltid borra mycket djupare eftersom det är först efter den tredje gängan som gängtappen ger full gängprofil.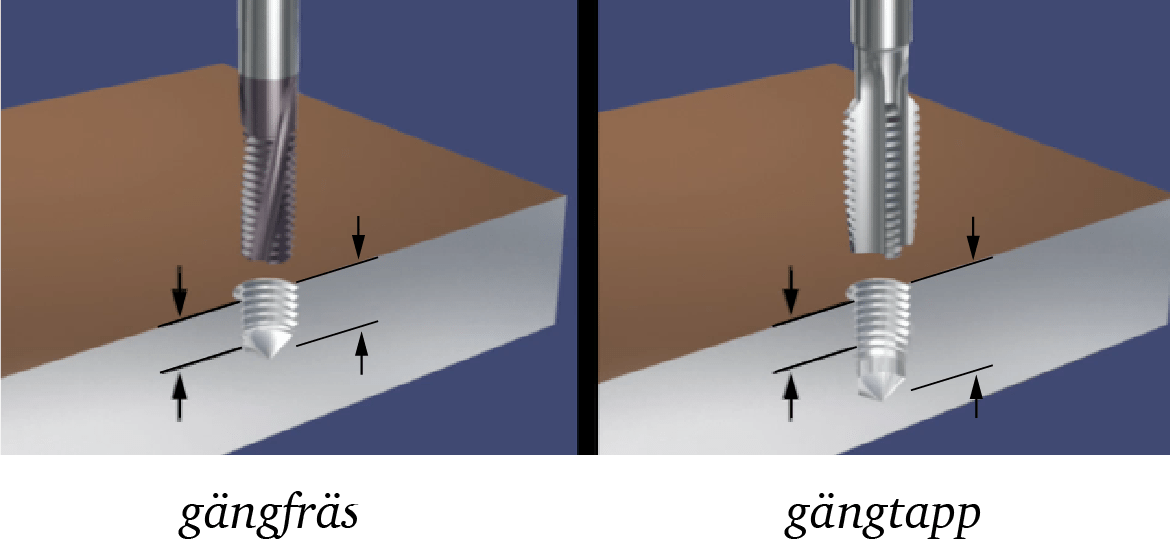
7) Gängning i tunnväggiga komponenter
Eftersom skärkrafterna är låga vid gängfräsning kan man gänga tunnväggiga komponenter utan att materialet påverkas.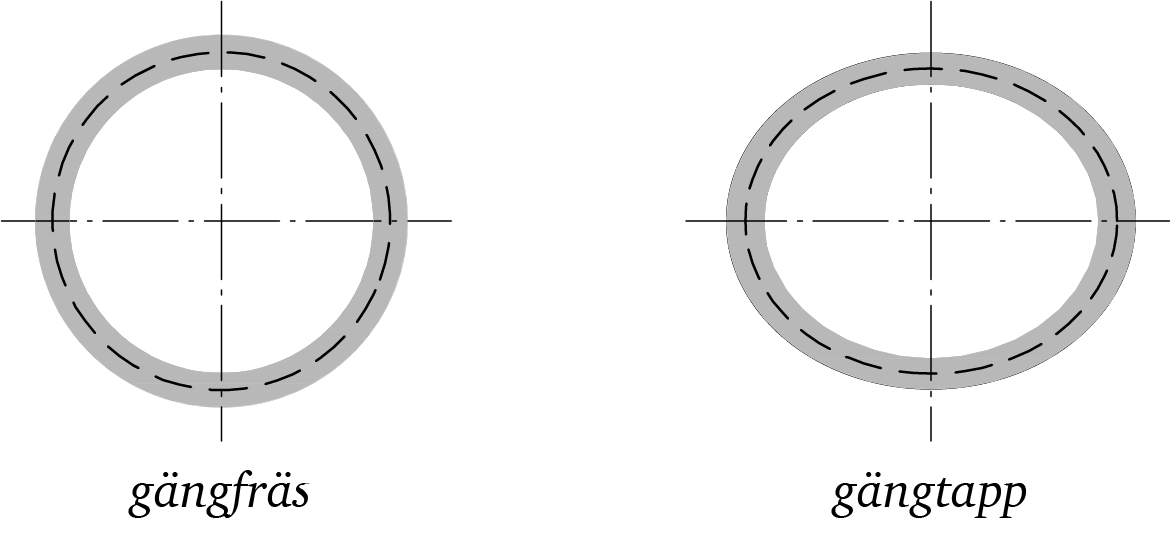
8) Gradfri gängning
Ingången till gängan blir gradfri med ThreadBurr. Gängning och gradning sker i samma operation. Ingen extra tid för gradning.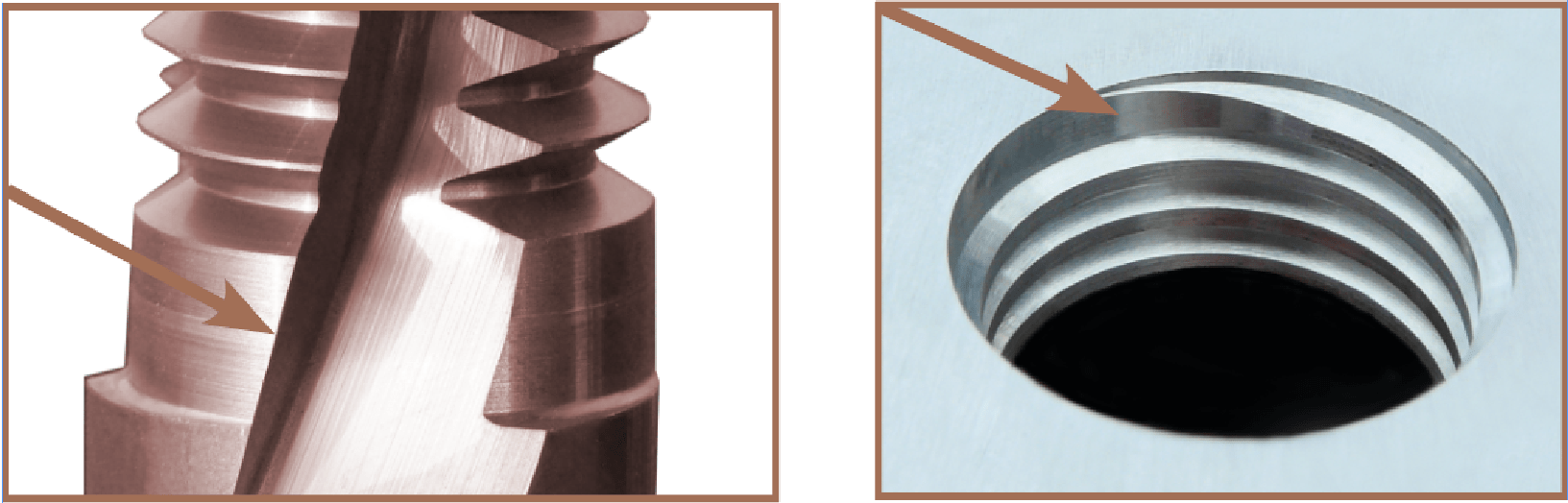
9) Kortare bearbetningstid
Gängtappen anses normalt vara snabbare än gängfräsen. Det stämmer när det gäller små grova gängor om man inte tar hänsyn till tiden för fasning.
Bearbetningstiden blir kort med gängfräsning eftersom gängan inte behöver fasas då ThreadBurr redan har tagit bort graderna. Vid stora diametrar, fina stigningar och långa hål blir tidsvinsten störst i jämförelse med gängtapp.
Om du har olika gängor med samma stigning kommer du att spara tid vid verktygsbyten eftersom du kan använda samma gängfräs för dem olika diametrarna.

10) Gängning i små maskiner
Eftersom skärkrafterna är låga är det möjligt att göra stora gängor och stigningar i mindre kraftfulla maskiner.
11) Mindre slitage på maskinspindeln
Gängfräsning ger en längre livslängd på maskinspindeln i jämförelse med gängtapp då rotationen på spindeln inte stoppas och reverseras för varje gänga.

12) Energisnål produktion
Låg energiförbrukning eftersom spindeln inte behöver stoppas och startas för reversering.
13) Gängning i svarv med roterande verktyg
Gängfräsning minskar bearbetningstiden jämfört med gängsvarvning. Utmärkt spånkontroll minimerar risken för verktygshaveri.

14) Rätt gängdiameter direkt
På gängfräsar från SmiCut är medeldiametern uppmätt optiskt och sedan har man lasermärkt den teoretiska ytterdiametern på verktyget vilket gör man direkt får en gänga i tolerans. När verktyget börjar slitas kan toleransjusteringar göras genom ändring i CNC- programmet.
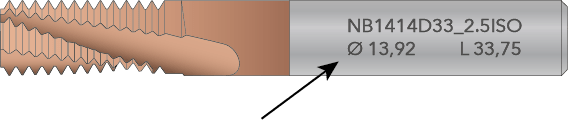
Den teoretiska ytterdiametern är lasermärkt