Vi får ofta frågor om gängning och våra verktyg. Klicka på länkarna nedan för att snabbt komma till svaret på din fråga.
Finns inte frågan här, maila oss på info@smicut.se så ska vi göra vårt bästa för att hjälpa dig.
Allmänna frågor om gängfräsning
- Vilka fördelar finns det med gängfräsning?
- Måste jag fasa gängan?
- Hur väljer jag rätt diameter på gängfräsen?
- Är det möjligt att få första gängan inom tolerans?
- Hur får jag rätt gängdiameter?
- Är fräsen förbrukad när jag kommer ur tolerans?
- Hur får jag en gradfri gänga?
- Är det möjligt att få gängan gradad på båda sidorna?
- Hur får jag skärdata och CNC-program till gängfräsningen?
- Kan man slipa om solida gängfräsar?
- Har ni 3D STEP-filer?
- Vad gör jag om gänglängden är längre än fräsens skärkantlängd?
Frågor och jämförelser mellan olika typer av gängfräsar
Frågor om olika gängor och gängprofiler
- Kan jag använda samma gängfräs för invändiga och utvändiga gängor?
- Hur fräser man vänstergängor?
- Hur fräser jag en gänga till en gänginsats?
- Hur vet jag om jag behöver W eller BSPT?
- Vad är skillnaden mellan NPT, NPTF och NPSF?
- Behöver jag förfräsa ett koniskt hål innan gängning?
- Kan jag göra en NPSM gänga med standardverktyg?
- Kan jag göra en UNJ gänga med en UN gängfräs?
- Varför finns inte fräsar för trapetsgängor som standard?
Länkar
Vilka fördelar finns det med gängfräsning?
Läs 14 fördelar med gängfräsning i följande artikel.
↪︎ Varför välja gängfräsar istället för gängtappar?
Måste jag fasa gängan?
Svaret är ja om fasningen finns på ritningen och du inte har behörighet att ändra det.
Rent praktiskt är det inte nödvändigt då gängfräsarna från SmiCut (ThreadBurr) gradar gängans ingång i samma operation som den fräser gängan.
Första valet är att försöka undvika onödig fasning. Andra valet är att använda våra NF-gängfräsar för att göra fasningen och gängan med samma verktyg.

Med NF-gängfräsar kan du göra fasningen och gängan med samma verktyg.
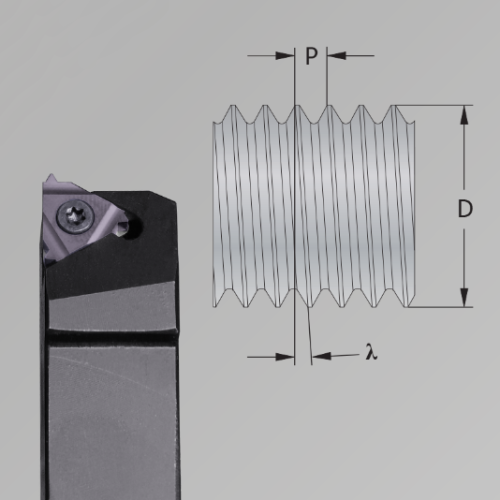
Hur väljer jag rätt diameter på gängfräsen?
Vid gängfräsning så måste verktygets diameter vara mindre än gängans diameter. Skälet är att gängan har en stigningsvinkel, men verktyget är rakt. Om verktyget är för stort kommer det bli en avvikelse på gängans profil. Storleken på avvikelsen beror på flera faktorer.
- Gängans diameter
- Verktygets diameter
- Profilvinkeln
- Stigningen
Stor diameter på gängfräsen jämfört med gängans diameter, liten profilvinkel och stor stigning. De är faktorer som ger större avvikelser. Det finns tre sätt som hjälper dig välja rätt storlek på gängfräsen.
Det finns tre sätt som hjälper dig välja rätt storlek på gängfräsen.
Är det möjligt att få första gängan inom tolerans?
Ja, om du programmerar det diametermått som är lasermärkt på fräsen samt gängans ytterdiameter, då kommer gängan vara i tolerans.
Hur får jag rätt gängdiameter?
Diametern på stigningen är optiskt mätt på gängfräsar från SmiCut. Den teoretiska ytterdiametern är individuellt lasermärkt på varje gängfräs. Det här måttet är det du använder i ditt program för att få rätt diameter på gängan.
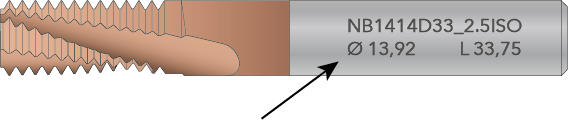
Den teoretiska ytterdiametern är lasermärkt
För grovgängor hamnar du normalt sett i mitten av toleransen om du använder värdet som är lasermärkt.
När det gäller fingängor så kan gängan bli för trång eftersom du får en väldigt liten profilavvikelse (se tidigare fråga). I dem här fallen kan du bearbeta gängan igen efter att ha justerat diametern i ditt program.
Är fräsen förbrukad när jag kommer ur tolerans?
Nej, du kan justera diametern i CNC-programmet och fortsätta producera många gängor till.
Hur får jag en gradfri gänga?
Gängfräsar från SmiCut (ThreadBurr) ger dig en gradfri gänga med fin ingång. Skärkantlängden är lasermärkt på verktyget och informationen finns även i vår katalog. Det måttet är sträckan du bör gå in i hålet med från ytan. Resultatet blir en perfekt ingång till gängan.
↪︎ThreadBurr – Solida Gängfräsar från SmiCut

Är det möjligt att få gängan gradad på båda sidorna?
Ja, men endast med specialtillverkade gängfräsar då skärlängden måste vara anpassad till tjockleken på materialet.
↪︎Gängfräsning med Double ThreadBurr

Double ThreadBurr gradar både fram och baksidan.
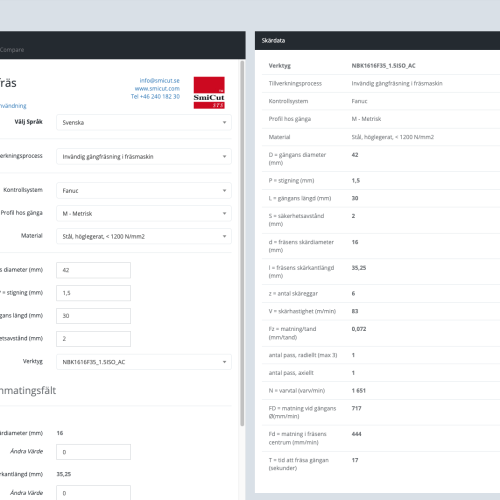
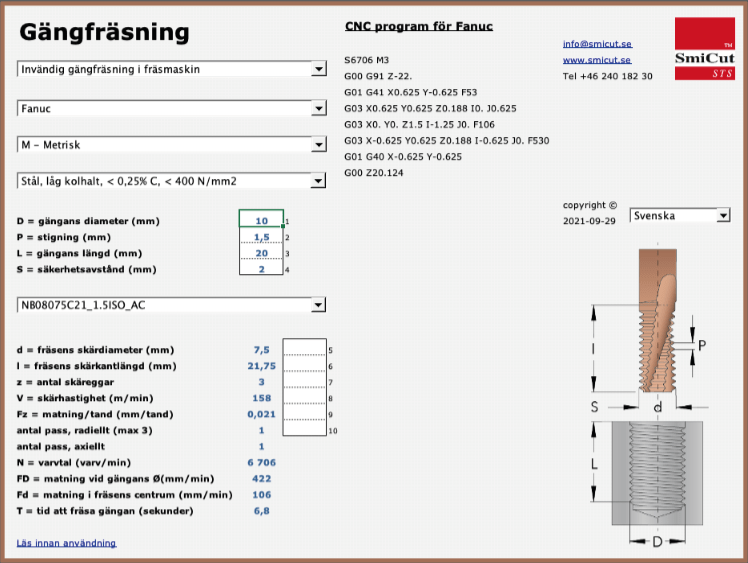
Hur får jag skärdata och CNC-program till gängfräsningen?
Smidigaste sättet är att använda vår egenutvecklade programvara SmiProg. Den finns både online och som en excel-fil man laddar ner.
Det finns även värdefull teknisk information på dem tekniska sidorna i våra kataloger.
↪︎SmiProg – mjukvara för gängfräsning
Kan man slipa om solida gängfräsar?
Ja, det är ett bra alternativ för fräsar med Ø12 och större. Normalt slipar man om en fräs minst 2-3 gånger. För att få längre livslängd och möjliggöra fler omslipningar bör du byta fräsen innan den är alltför sliten.
Det går även att slipa om en fräs där en tand är trasig. Om alla tänder på samma höjd är trasiga måste man däremot kassera fräsen eller kapa av den och acceptera en kortare fräs.
Sliptjänster prislista (PDF)⬇︎
Har ni 3D STEP-filer?
Ja, vi har CAD-ritningar av våra solida gängfräsar i STEP-format. Dem är gjorda för att användas med CAD/CAM system.

NB0403C7_0.7ISO_AC som en förenklad 3D CAD-ritning
Vad gör jag om gänglängden är längre än fräsens skärkantlängd?
Om det inte finns tillräckligt långa gängfräsar kan man slipa en midja på verktyget. SmiCut modifierar standardverktyget på 1-2 dagar till en rimlig kostnad.
Vid fräsningen kör man två pass axiellt och vid riktigt långa gängor tre pass. För att skapa CNC-program till detta kan du använda SmiProg.
Sliptjänster prislista (PDF)⬇︎
Tillverkar SmiCut specialgängfräsar?
Ja, och leveranstiden är normalt 2-3 veckor för en belagd fräs. Priset är beroende av antalet. Fler fräsar ger lägre pris. En normal offert är på 2, 3, 5 och 10 st.
Ska jag välja solid gängfräs eller vändskärsfräs?
Den solida fräsen är nästan alltid det bästa alternativet.
Solid gängfräs
- Bearbetningstiden är extremt mycket kortare eftersom verktyget har fler antal skär, tillräcklig skärkantlängd, är spiralskuren och är i solid hårdmetall. Den solida fräsen är ofta cirka 10 gånger snabbare än vändskärsfräsen.
- Verktygskostnaden per gänga är för det mesta lägre än vändskärsfräsen pga den kortare maskintiden och att man kan slipa om verktygen.
- Den totala kostnaden är alltid lägre än vändskärsfräsen om man räknar med maskintid och verktygskostnad.

Vändskärsfräs
- Vändskärsfräsen har fördelen att du kan ha vändskär med olika stigningar och profiler på samma fräskropp. Därför kan detta vara ett alternativ ifall du endast ska göra enstaka gängor på större diametrar.
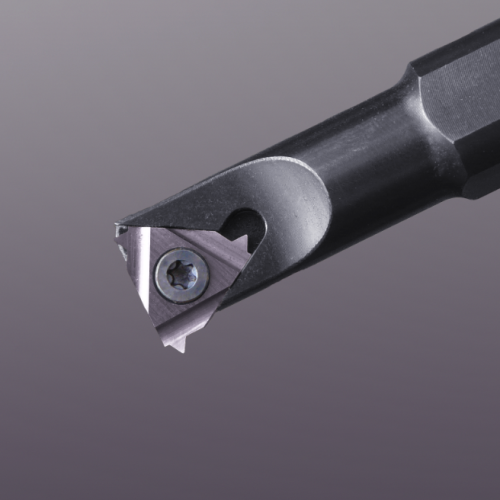
När ska jag välja en gängfräs med invändig kylkanal?
De flesta använder verktyg utan invändig kylkanal då priset är lägre och det är möjligt att använda extern kylvätska med dessa verktyg. Hårdmetallen är solid till mitten av verktyget, vilket gör det till ett starkare verktyg med mindre risk för brott.
I vissa fall när du har problem med spånor kanske du vill använda ett verktyg med invändig kylkanal för att få kylvätskan där du exakt vill ha den och med högre tryck.

Invändig axiell kylkanal (NBK) passar bäst för bottenhål.

Invändig radiell kylkanal (NBT) passar bäst för genomgående hål.
När ska jag använda tvåtandsgängfräsar?
Förstahandsvalet för gängfräsning är alltid ThreadBurr, NB-verktyg. De har hela gänglängden och gradar av gängans ingång i samma operation.
I vissa fall då det är svårt att uppnå bra resultat kan NM-verktygen med två tänder vara en lösning då skärkrafterna är lägre. Till exempel långa gängor och svårarbetade material.
Med NM-verktyg gör du flera övergångar axiellt istället för bara en. Trots det blir bearbetningstiden inte så mycket längre då du kan öka matningen och verktyget har fler skär än NB-verktygen.

Vid långa gängor och svårarbetade material kan gängfräsar med två tänder vara ett bra val
V-profil jämfört med fullprofil
Med ett V-profilverktyg är det möjligt att göra olika stigningar och profiler eftersom verktyget bara har en tand och en profil som är gjord för att passa flera gängor.
Vissa tillverkare gör dem här verktygen med en mycket liten topp och en stor profilhöjd för att kunna göra så många olika gängor som möjligt. Nackdelen är att toppen blir ömtålig och verktygsdiametern liten vilket resulterar i kort livslängd på verktyget och risk för verktygsbrott. På grund av det här producerar SmiCut entandsfräsarna med V-profil med ett mer begränsat användningsområde.
Gängfräsar med fullprofil kommer att göra en gänga med högre kvalitet och med dem här verktygen är det inte så viktigt att borra exakt rätt diameter innan gängning. Fullprofilverktyg rekommenderas som förstahandsval.
En tand jämfört med två tänder
Gängfräsar med en tand har lägre skärkrafter och gängfräsar med två tänder har längre verktygslivslängd.
Entandsfräsar används främst för extremt små gängor och när tvåtandsfräsar inte finns tillgängligt, till exempel för UN-profiler. Tvåtandsfräsar rekommenderas som förstaval.

Gängfräsar med en tand används främst för mycket små gängor
Kan jag använda samma gängfräs för invändiga och utvändiga gängor?
Du kan inte använda invändiga gängfräsar för utvändiga gängor vid gängning av Metriska (M) och Unified (UN) gängor. Det är olika profil för invändigt och utvändigt. På den invändiga gängan är toppen större än botten och för den utvändiga gängan är det tvärtom, botten är större än toppen.
Profiler som W, BSPT, PG, NPT, NPTF och NPSF är likadana på toppen och botten vilket gör det möjligt att använda samma gängfräs för invändiga och utvändiga gängor.

Hur fräser man vänstergängor?
Använd standardverktyget för högergängor, men istället för att programmera verktyget upp en stigning så programmerar du den ner en stigning.
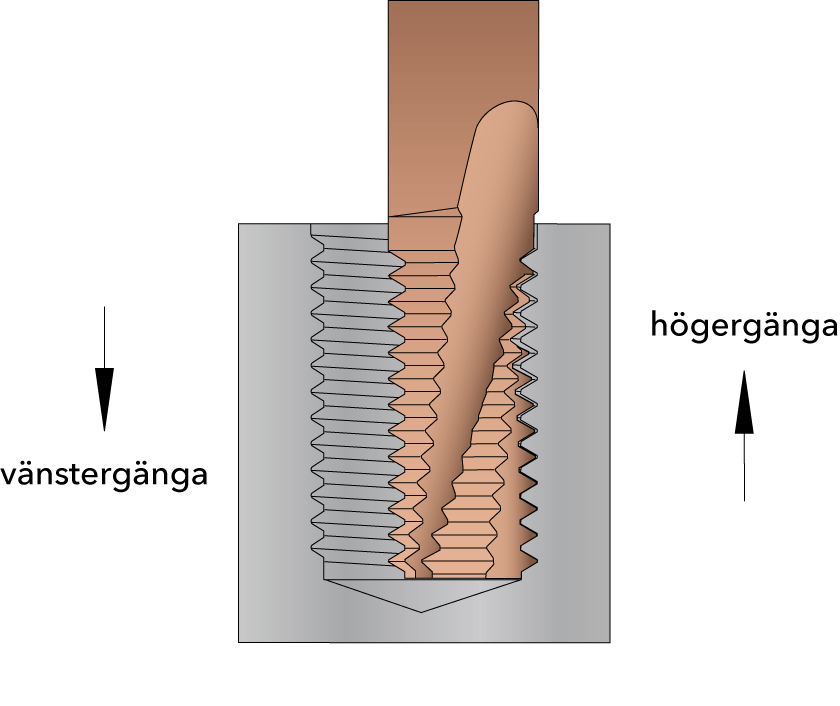
Medfräsning, motsols (G03)
Hur fräser jag en gänga till en gänginsats?
Använd samma verktyg som till den färdiga gängan. Det enda du måste göra är att fräsa upp till en större diameter för att sedan sätta in gänginsatsen.
Hur vet jag om jag behöver W eller BSPT?
Whitworth är en profil som främst används för rörgängor. När det är en rak gänga är det W och när det är en konisk gänga BSPT.
G gänga → W
Rp gänga → W
Rc gänga → BSPT
R gänga → BSPT
Ladda ner gängbeteckningar för brittisk standard rörgänga för mer information.
G/R – Brittisk standard rörgänga (PDF)⬇︎

När det är en rak gänga är det W och när det är en konisk gänga BSPT.
Vad är skillnaden mellan NPT, NPTF och NPSF?
NPT och NPTF är koniska gängor. NPSF är en rak gänga.
Läckage kan uppstå på NPT-gängor vilket innebär att gängtejp eller annat gängtätningsmedel måste användas för att få en läckagefri gänga.
För att lösa problemet med läckage har NPTF utvecklats. Den här gängprofilen skapar full kontakt mellan den utvändiga och invändiga gängan och kommer att göra en presspassning. Ingen annan produkt för tätning behövs.
En annan variant av läckagefri gänga är NPSF som används för invändiga gängor och är gjord för att passa en extern NPTF-gänga.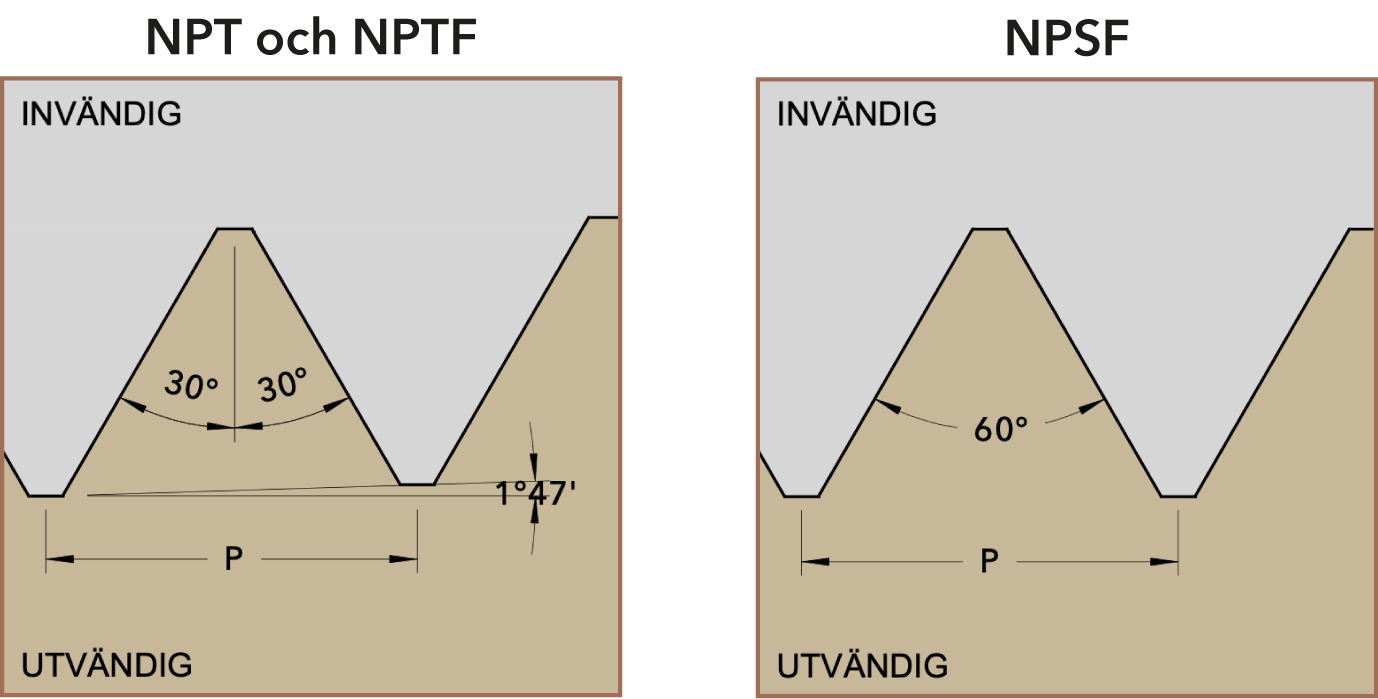
Behöver jag förfräsa ett koniskt hål innan gängning?
Det är inte nödvändigt, men vi rekommenderar det starkt eftersom det finns två stora fördelar med att förfräsa ett koniskt hål innan gängning.
1. Längre livslängd för gängfräsen.
2. Kortare bearbetningstid.
Utan förfräsning måste du göra gängan i ett eller två extra pass och minska matningen, annars kommer du att förstöra verktyget eftersom toppen är väldigt liten på NPT- och NPTF-gängor.
↪︎Koniska fräsar för NPT/NPTF/BSPT

Förfräsning av koniska hål ger längre verktygslivslängd och kortare bearbetningstid
Kan jag göra en NPSM gänga med standardverktyg?
Ja, det är möjligt. Kontakta SmiCut så rekommenderar vi passande verktyg.
Kan jag göra en UNJ gänga med en UN gängfräs?
Ja, det kan du om det är en invändig gänga, men först måste du borra till rätt diameter eftersom fräsen inte toppar gängan när du använder en UN-fräs för att göra en UNJ-gänga.
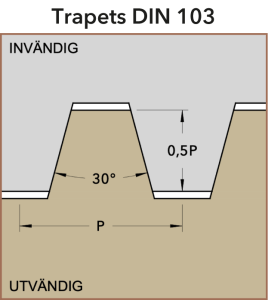
Varför finns inte fräsar för trapetsgängor som standard?
Problemet med trapetsgängorna är att profilen är endast 30° och stigningen är ofta stor i förhållande till diametern. Detta gör att du får en relativt stor förändring av profilen vid fräsning av gängan. Se frågan Hur väljer jag rätt diameter på gängfräsen?
I många fall är det möjligt att modifiera profilen på verktyget så att det går att fräsa gängan, men eftersom det är beroende på flera faktorer anpassar SmiCut verktyget efter den specifika gängan. Kontakta SmiCut ifall du vill veta om det är möjligt att fräsa din gänga och sedan få en offert på specialverktyg.